از خمکاری لوله مبلی در صنعت و تولید به عنوان فرآیندی کم هزینه در مقایسه با جوشکاری یاد می شود که عموما برای اتصال اجزا به هم مورد استفاده قرار می گیرد یا شاید بتوان گفت خم لوله مبلی فرآیندی کاربردی برای ایجاد تغییر شکلی ثابت و دائمی است که با اهداف گوناگونی انجام می شود. در این فرآیند از فشارهای مکانیکی برای ایجاد خم در لوله مطابق شکل قالب استفاده می شود. روش های مختلفی برای خمکاری لوله مبلی وجود دارد که در ادامه به 5 مورد آن ها اشاره می کنیم.
1.خمکاری پرسی:
یکی از قدیمی ترین روش ها برای خم لوله و پروفیل است که هنوز هم در صنعت کاربرد زیادی دارد همچنین دستگاه خم پرسی یکی از معمول ترین دستگاه های خم موجود در بازار است که پیدا کردن آن برای خرید کار دشواری نیست. این خم توسط دو بخش که نگه دارنده ی قطعه هستند و بخش سوم که فشار مورد نیاز برای ایجاد خم را ایجاد می کند به وجود می آید.
خمکاری پرسی برای خم پروفیل سبک بسیار مناسب است زیرا مانع از ایجاد چروک بر روی پروفیل می شود. اما به هر حال با خم، اعوجاجی در مقطع ایجاد می شود که میزان آن رابطه ی مستقیم با زاویه خم داد. هرچه شعاع خم کوچکتر باشد مقدار این اعوجاج بیشتر خواهد بود. گرچه در مقایسه با سایر روش های خمکاری در خم پرسی کنترل زیادی بر چگونگی انجام فرآیند وجود ندارد اما این یکی از مقرون به صرفه ترین، ساده ترین و بی دردسر ترین روش ها برای خم لوله و پروفیل سبک است.
2.خمکاری غلتکی:
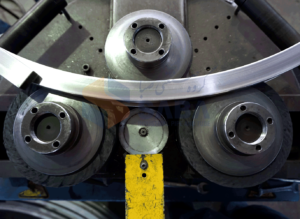 برای لوله و پروفیل هایی که سطح مقطع بزرگ دارند خمکاری غلتکی بهترین روش است. در این دستگاه سه غلتک به صورت مثلثی یا هرمی شکل کنار هم قرار گرفته اند که فاصله ی آن ها به صورت دستی و هیدرولیک قابل تغییر است.
برای لوله و پروفیل هایی که سطح مقطع بزرگ دارند خمکاری غلتکی بهترین روش است. در این دستگاه سه غلتک به صورت مثلثی یا هرمی شکل کنار هم قرار گرفته اند که فاصله ی آن ها به صورت دستی و هیدرولیک قابل تغییر است.
خمکاری غلتکی در صنعت یکی از محبوب ترین روش ها برای ایجاد خم است چرا که با حداقل دفورمیشن انجام می شود. این خم برای هر مقطعی با ابعاد و اندازه های بزرگ یا ایجاد خم مارپیچی و اسپیرال کاربردی و مناسب است.
3.خمکاری فشاری:
این روش خم یکی از قدیمی ترین روش ها برای ایجاد خم و تغییر زاویه در پروفیل و لوله مبلی است. دستگاه خمکاری فشاری یک قالب فشار دارد که به کمک آن لوله و پروفیل شکل قالب ثابت را به خود می گیرد. به هرحال اگر فشاری از داخل لوله به سمت دیواره ها وجود نداشته باشد حین فرآیند دفورمگی در شکل لوله به وجود خواهد آمد.
خمکاری فشاری عموما برای لوله و پروفیل هایی استفاده می شود که از آن ها محصولات تجاری و لوازم خانگی تولید می شود، اقلامی چون گیره حوله، صندلی یا پایه میز.
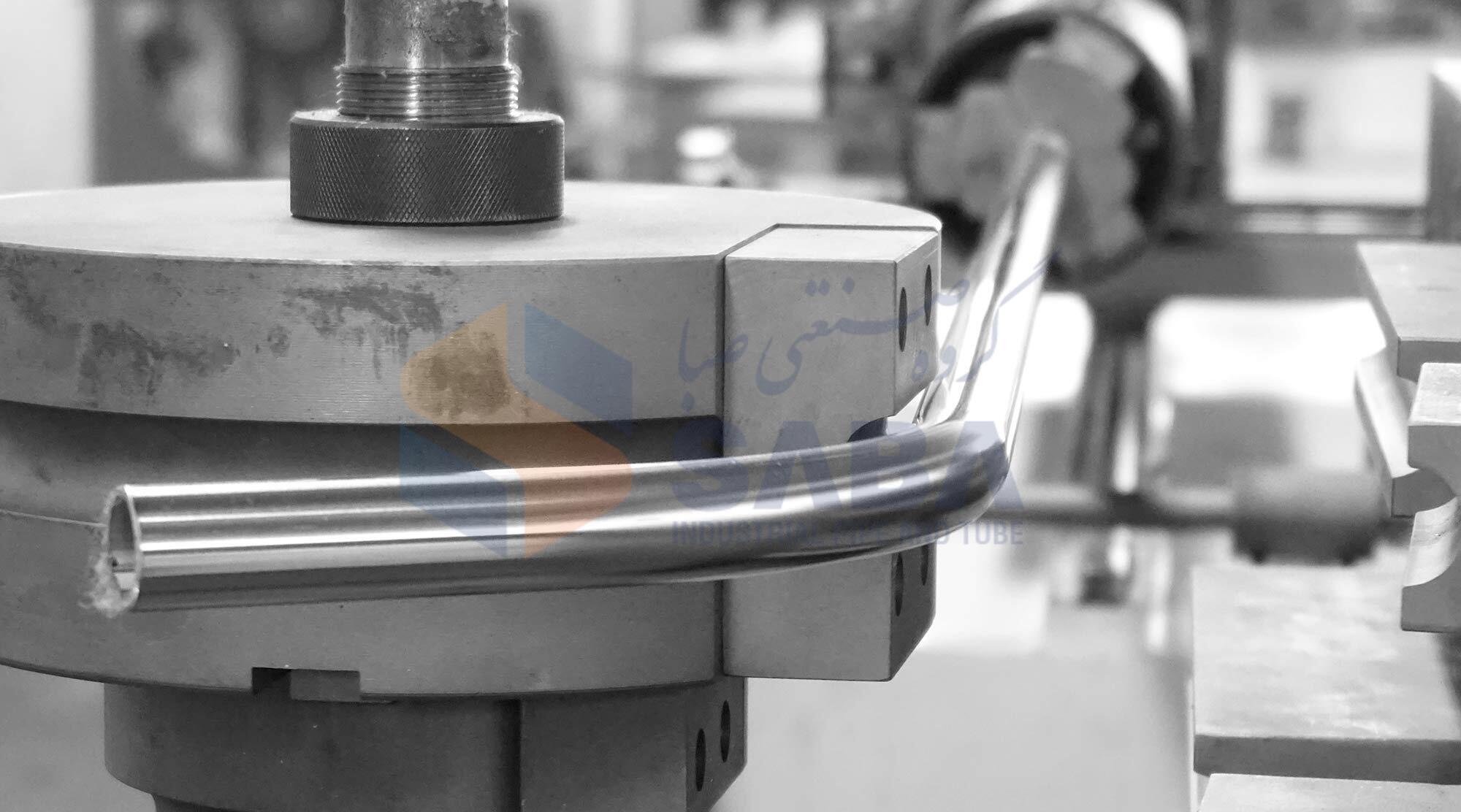
4.خمکاری چرخشی کششی:
اگر به خمی دقیق با ابعاد و اندازه های درست و کیفیت نهایی بالا نیاز دارید این نوع خم مناسب ترین گزینه برای شما است. دستگاه این خم می تواند برای ایجاد خم های تکراری و پیچیده با دقت بالا و با ساختاری یکپارچه و یکسان مورد استفاده قرار بگیرد.
خمکاری چرخششی کششی عموما برای ساخت نرده ساختمان، خمکاری لوله های برق، قاب تریلرها، شاسی خودرو و مواردی از این دست کاربردی و مناسب است. ابزار و تجهیزات کامل لازمه ی انجام این خم به شکل دقیق و درست است.
5.خمکاری با مندرل:
خمکاری با مندرل محصولی دقیق و سالم با حداقل دفورمگی به وجود می آورد. به لطف فشاری که از داخل به سمت بیرون لوله توسط مندل ایجاد می شود لوله و پروفیل سبک را با حداقل ضخامت ، بدون مشکل و به راحتی می توان خم کرد. در خمکاری با مندرل، مندرلی انعطاف پذیر حین خم درون لوله قرار می گیرد تا لوله طی این فرآیند و در طول قالب خم دچار مشکل نشود.
6.خمکاری القایی:
خمکاری القایی یکی از جدید ترین روش ها برای خم لوله مبلی است. طی این فرآیند به یک نقطه از لوله و پروفیل مورد نظر با روش القایی حرارت داده می شود سپس به کمک یک بازوی محوری لوله با شعاع مورد نظر خم شده و قالب گیری می شود. این روش خم فرآیندی زمان بر است اما خمی بی نقص و کامل، بدون اعوجاج ایجاد می کند که با روش های خمکاری سرد امکان انجام آن وجود ندارد.
عوامل اثر گذار بر کیفیت خم لوله و پروفیل:
1.ابزار مناسب:
 ابزار کامل و مناسب نیاز ایجاد خم کامل و بی نقص به خصوص در خمکاری چرخشی کششی است. همچنین در نظر داشتن میزان سختی مندرل نکته ی بسیار مهمی است چرا که مستقیما بر کیفیت خم اثر می گذارد.
ابزار کامل و مناسب نیاز ایجاد خم کامل و بی نقص به خصوص در خمکاری چرخشی کششی است. همچنین در نظر داشتن میزان سختی مندرل نکته ی بسیار مهمی است چرا که مستقیما بر کیفیت خم اثر می گذارد.
به عنوان یک قانون کلی، برای لوله نرم نیاید از مندرل نرم و برای لوله سخت از مندرل سخت استاده کرد بلکه از مواد سخت و نرم باید به شکل ترکیبی استفاده بشود. علاوه بر مندرل باید به موارد دیگری چون رشد شعاعی، کیفیت لوله و خم آن، دسته و گیره ی خم هم توجه داشت.
2.روغن کاری درست و اصولی:
امروزه روان کننده های مصنوعی غیر نفتی برای خم لوله مبلی بسیار پرطرفدار هستند. به شکل استاندارد این روان کننده ها ژل مانند یا خمیری شکل هستند که با توجه به نوع خم می توان آن را رقیق تر کرد. خم های با زاویه ی تند به حجم بیشتری روان کننده نیاز دارد.
قالب دنباله ی خم به خصوص در نقطه ی تماس با لوله برای جلوگیری از خوردگی باید مرتبا، درست و کاملا اصولی روغن کاری بشود.
3.ماشین آلات خمکاری مناسب:
ماشین آلات مناسب و با کیفیت لازمه ی دستیابی به لوله و پروفیل سبک با برترین کیفیت خم است. کیفیت ماشین آلات بستگی به رده، ضخامت دیواره و بسیاری فاکتورهای دیگر دارد به همین خاطر شناخت تمامی ویژگی های ماشین آلات خم، مستقیما بر کیفیت محصول تولید شده اثر گذار است. به لطف تکنولوژی های جدید، امروزه ماشین آلاتی برای خم تولید شده اند که می توانند مراحل مختلف را با هم ادغام کرده و توامان انجام دهند.
رایج ترین اشتباه ها هنگام خمکاری:
خم بی نقصی که بتواند نیاز کار شما را براورده کند باید از لحاظ قدرت، دقت، سرعت و هزینه در تعادل باشد. اما به هرحال خم لوله مبلی فرآیند دشواری است که احتمال بروز خطا در آن بسیار زیاد است.
با ایجاد خم درست و بی نقص به خصوص برای تولید کنندگان که مصرف کننده ی عمده ی محصولات فولادی هستند، هم محصول نهایی بی نقص تولید می شود هم سرمایه ی تولید کننده از بین نمی رود. در ادامه به چند مورد از متداول ترین این خطاها اشاره خواهیم کرد.
1. چروک خوردگی لوله:
 خم مناسب خمی است که کیفیت و شکل لوله در محل خم مشابه سایر بخش های لوله باشد. اگر چین و چروکی در سطح خم دیده بشود در واقع لوله کیفیت لازم و مطلوب را ندارد. چروک زمانی بر روی لوله ظاهر می شود که سطح مقطع توان تحمل فشار وارد شده را نداشته باشد.
خم مناسب خمی است که کیفیت و شکل لوله در محل خم مشابه سایر بخش های لوله باشد. اگر چین و چروکی در سطح خم دیده بشود در واقع لوله کیفیت لازم و مطلوب را ندارد. چروک زمانی بر روی لوله ظاهر می شود که سطح مقطع توان تحمل فشار وارد شده را نداشته باشد.
2.فشار بیش از حد نیاز:
فشار بیش از اندازه نمی تواند کمبود های دیگر چون ابزار اشتباه یا قالب خم نامناسب را جبران کند. در واقع فشار زیاد می تواند باعث آسیب زدن به ابزار یا ایجاد خمی بی کیفیت بشود. اگر فشاری بیش از حد نیاز دقیقا در نقطه ی خم به لوله وارد بشود باعث شکستگی یا تخت شدگی آن می شود.
3.از دستگاه اشتباه استفاده بشود:
CNC ها دستگاه هایی قدرتمند و همه کاره هستند که دقت زیادی هم دارند. این دستگاه ها گزینه ی مناسبی برای خم های پیچیده هستند اما برای خم های ساده تر به خوبی نمونه های پیچیده عمل نمی کنند.
برای بعضی انواع خم لوله مبلی، مندرل ابزاری لازم و ضروری است اما برای برخی نمونه های دیگر استفاده نکردن از مندرل نتیجه ی بهتری در پی دارد چرا که می تواند 15% تخت شدگی در لوله ایجاد کند.
با توجه به مواردی که به آن اشاره کردیم انتخاب دستگاه و روش خم باید مطابق با ویژگی های خم مورد نیز انجام بشود.
4.تخت شدگی بیش از حد لوله:
گاهی برخی تخت شدگی ها با درصد کم برای استفاده مناسب است اما تخت شدگی بیش از حد، مشکل بزرگی است که حین خمکاری امکان دارد به وجود بیاید. اگر فشاری بیشتر از حد نیاز لوله و پروفیل مبلی، حین فرآیند به آن وارد بشود لوله قادر به حفظ شکل و ساختار اصلی خود نخواهد بود و دیواره ی بیرونی آن به سمت داخل تخت می شود.
سخن پایانی:
تکنولوژی خم طی دهه های اخیر به میزان قابل توجهی پیشرفت داشته و سطح کیفیت محصولات آن تغییر چشم گیری داشته است. با این پیشرفت فرآیند های خم ساده ی پرسی به خم های پیچیده و نوآورانه تبدیل شده است.
به لطف این تکنولوژی ها امروزه برای مقاطع متنوعی با انواع جنس ها می توان خم و تغییر زوایا ایجاد کرد. گرچه بسیاری از این فرآیندها کیفیت و عملکرد مشابهی دارند اما در واقع هرکدام برای خم یا مواد خاصی عملکرد بهتری دارند. هرکدام از این روش ها مزایا و معایب خاص خود را دارند. با شناخت این فرآیندها بی شک انتخاب بهترین و مناسب ترین روش ساده تر خواهد بود.
Five Ways of Pipe and Tube Bending
لوله و پروفیل مبلی, مقالات در گروه صبا | نویسنده : سروناز خسروی راد | بروزرسانی : 23 آبان 1402