ویژگیهای فیزیکی و فرآیند تولید، دو فاکتور و معیاری هستند که به کمک آنها میتوان مقاطع فولادی را دستهبندی کرد. مقاطع فولادی یا مستقیماً از شمش تبدیل به لوله شده و یا بعد از ساخت ورق و به کمک خمکاری و جوشکاری تولید میشوند. مقطع به دست آمده از هرکدام از این فرآیندها نام و ویژگیهای مخصوص به خود را دارند. در روش اول باتوجه به این که مقطع فولادی تحت فرآیندی مستقیماً از شمش تبدیل به لوله شده، بر روی سطح خود هیچگونه درز یا شکافی ندارد. به این لولهها مقاطع بدون درز میگویند. در روش دوم اما ورق باید خم شده و دو لبه آن با جوش به هم متصل بشود درنتیجه یک درز سرتاسری در طول لوله وجود خواهد داشت. در ادامه به طور اختصاصی به بررسی مقاطع بدون درز، خواص و ویژگیهای آن خواهیم پرداخت.
فهرست مطالب
لوله مانیسمان چیست و چه کاربردی دارد؟
لوله مانیسمان (به انگلیسی: Manisman) نخستین بار توسط برادران مانیسمان تولید شد. امروز نیز مانیسمان نام کارخانهای در آلمان است که به طور تخصصی در زمینه تولید مقاطع بدون درز فعالیت دارد اما شهرت این نام باعث شده در صنعت به ویژه در ایران از نام مانیسمان به عنوان هم معنی برای لوله بدون درز استفاده شود. لولههای مانیسمان مقاطع بدون درزی هستند که فرآیند تولید و به تبع آن کاربرد متفاوتی از مقاطع درزدار دارند. از جوشکاری به هیچوجه برای تولید لولههای بدون درز استفاده نمیشود چرا که این مقاطع مستقیماً از شمش فولاد ساخته شدهاند.
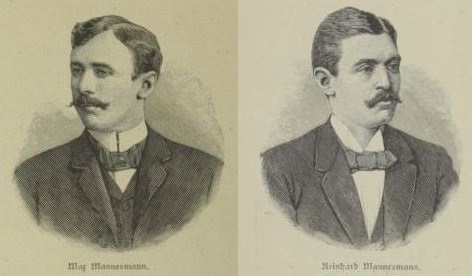
در روزهایی که لوله مانیسمان معرفی شد، یک پیشرفت تکنولوژیکی به حساب میآمد که همه را به وجد آورده بود. برادران مانیسمان با نامهای راینهارد و مکس، اولین فرآیند نورد در جهان را برای تولید لولههای بدون درز در کارخانه پدرشان در Remscheid اختراع کردند. پس از سالها کار و توسعه، آنها یک درخواست ثبت اختراع در سال 1885 ثبت کردند. در سال 1886 حق ثبت اختراع اعطا شد و نورد اولین لوله فولادی بدون درز آغاز شد.
با این حال، تا دهه 1890 بود که برادران با اختراع فرآیند pilger-rolling به پیشرفت فنی نهایی دست یافتند، که این مفهوم آنها را به یک چشم انداز واقعاً قابل فروش رساند و اساس موفقیت اقتصادی آنها را ایجاد کرد. متعاقباً ترکیب پیلگر رولینگ و سوراخ کردن نورد در سراسر جهان به عنوان «فرآیند مانیسمان» شناخته شد. این کشف پتانسیل جدیدی را در بسیاری از زمینههای فناوری باز کرد و در دهههای بعد، انقلابی در صنایع مهندسی، لولهکشی و ساخت وسایل نقلیه ایجاد کرد.
براساس فرآیند تولید، این مقاطع را میتوان به چند دسته تقسیم کرد که عبارتند از:
- لولههای فولادی بدون درز نورد گرم
- لولههای فولادی بدون درز نورد سرد
- لولههای فولادی بدون درز کشش سرد
- لولههای فولادی بدون درز اکسترود
لوله بدون درز (Seamless Tube) براساس شکل سطح مقطع به دو گروه دایره و اشکال خاص تقسیم میشود. این اشکال خاص میتواند شامل مربع، بیضی، مثلث، شش ضلعی، ستارهای و … باشد. طبق استاندارد، قطر مقاطع مانیسمان رِنج گستردهای بین 4 تا 900 میلیمتر و ضخامت آنها میتواند مقداری از خیلی نازک تا خیلی ضخیم باشد. این اندازهها کاملاً وابسته به کاربرد است. کاربرد مقاطع بدون درز بسیار متفاوت از نمونههای درزدار است. اغلب از لوله و پروفیلهای مانیسمان در صنایع سنگین و برای کارهای تخصصی استفاده میشود. به عنوان لولههای حفاری در زمینشناسی نفت، در صنایع پتروشیمی، برای تجهیزات دیگ بخار، در صنعت خودروسازی و هواپیماسازی از این لولهها استفاده میشوند.
لوله استیل مانیسمان چیست؟
لوله استیل مانیسمان (stainless steel seamless pipe) همانطور که پیشتر هم توضیح دادیم لولههای بدون درزی هستند که اینجا به طور خاص از شمش فولاد ضد زنگ یا استیل با حرارت دادن به لوله و ایجاد حفره داخل آن و بدون درزجوش ساخته شدهاند. ساختار یک پارچهی بدنهی این مقاطع به علاوهی خاصیت ضدزنگی آن در مقایسه با مقاطع درزدار مزایای زیادی دارد. تعدادی از این مزایا عبارتند از:
1. استحکام بالا
دوام و استحکام بسیار بالای لولههای استیل بدون درز باعث شده این مقاطع بتوانند در محیطهای با دما و فشار بالا به خوبی دوام بیاورند. به طور کلی این ویژگی آنها را تبدیل به گزینهای مناسب برای استفاده در محیطهای با شرایط سخت کرده است.
2. تطبیق پذیری
لولههای استیل بدون درز در انواع ردهها و سایزها تولید میشوند همین باعث شده کاربردهای زیاد و متنوعی داشته باشد. لولههای 304/304L ،316/316L ،321 ،347 معمولترین رده برای لولههای استیل بدون درز هستند که هر کدام خواص و ویژگیهای خاص خود را دارند و بسته به ترکیبات، مقاومتشان در برابر زنگزدگی متفاوت است. از این مقاطع در زمینههای مختلف برای تولید محصولات تجاری، بازرگانی، صنعتی و دریایی استفاده میشود.
3. سطح داخلی صاف
فرآیند تولید این لولهها به شکلی است که باعث میشود سطح داخلی این مقاطع صیقلی باشد و سیال در جریان، کمترین میزان اصطکاک را در زمان عبور از داخل آن داشته باشد. این ویژگی نکتهای مثبت برای مواقعی است که سرعت حرکت سیال داخل لوله اهمیت دارد، مثل خطوط انتقال مایعات و گاز.
4. دقت ابعادی
لولههای استیل بدون درز دقت ابعادی بسیار خوبی دارند که ویژگی مهم برای ایجاد اتصال دقیق و درست بین این لولهها با سایر قطعات است. دقت ابعادی و اتصال دقیق باعث میشود نصب این لولهها نسبتاً ساده باشد، خطر نشتی را به حداقل میرساند و مسیری بدون درز را فراهم میکند.
بخشی از جدول لوله مانیسمان استیل
| وزن | ضخامت | وزن | ضخامت | قطر لوله (mm) | قطر لوله (inch) |
| – | – | 0.48 | 2.41 | 10.3 | 1/8 |
| – | – | 0.80 | 3.02 | 13.7 | 1/4 |
| – | – | 1.10 | 3.20 | 17.2 | 3/8 |
| 2.55 | 7.47 | 1.62 | 3.73 | 21.3 | 1/2 |
| 3.63 | 7.82 | 2.19 | 3.91 | 26.7 | 3/4 |
| 5.45 | 9.09 | 3.23 | 4.55 | 33.4 | 1 |
| 7.76 | 9.70 | 4.47 | 4.85 | 42.2 | 11/4 |
| 9.55 | 10.16 | 5.41 | 5.08 | 48.3 | 11/2 |
| 13.45 | 11.07 | 7.48 | 5.54 | 60.3 | 2 |
لوله گازی مانیسمان چیست؟
لوله گازی مانیسمان به نوع خاصی از لولههای بدون درز گفته میشود که به طور خاص برای انتقال گاز طراحی شدهاند. لولههای گازی مانیسمان از فولاد کربنی یا فولاد ضد زنگ ساخته میشوند و برای خطوط انتقال گاز در ساختمانهای مسکونی، کارگاهها و سولههای صنعتی، پالایشگاه، نیروگاه و … مورد استفاده قرار میگیرند. قیمت لوله گاز با توجه به قابلیتهایی که با خود به همراه دارد، نسبت به سایر انواع لولهها، همیشه بالاتر است. این لولهها از لحاظ ساختاری تفاوتی با سایر لولههای فولادی بدون درز ندارند و تنها تفاوتشان مورد مصرف آنهاست که اغلب در صنایع نفت و گاز است. چند ویژگی منحصر به فرد لولههای بدون درز که باعث شده از آنها به طور خاص به این منظور استفاده بشود عبارتند از:
1. ساختار بدون درز لوله
ساختار یکپارچهی این مقاطع در سرتاسر طول تضمینی برای استحکام و قدرت آنهاست.
2. مواد اولیه متنوع
همانطور که پیشتر هم به آن اشاره کردیم برای ساخت لولههای مانیسمان هم از فولاد کربنی و هم فولاد ضدزنگ استفاده میشود. از فولاد کربنی بیشتر در شرایط محیطی معمول استفاده میشود اما طبیعتاً از استیل بیشتر در مواقعی استفاده میکنند که احتمال زنگزدگی زیاد است.
3. مقاومت در برابر دما و فشار بالا
لولههای انتقال گاز اغلب تحت دما و فشار زیاد قرار میگیرند. ساختار مستحکم این لولهها به خوبی توان تحمل این شرایط خاص و دشوار را دارد.
4. مطابق استانداردها
این لولهها برای اطمینان از کیفیت، ایمنی و عملکرد درستشان باید مطابق با استانداردهای تولید لولههای گازی باشند. این استانداردها API 5L برای فولاد کربنی و ASTM A312/A358/A790 برای فولاد ضدزنگ است.
رده لوله مانیسمان چیست؟
لولهها بر اساس معیار و سنجههای مختلفی ردهبندی و دسته بندی میشوند. ASTM A106/ASME SA106 استانداردی است که به طور اختصاصی برای لولههای بدون درز دما بالا طراحی شده است. این استاندارد شامل سه ردهی B ،A و C است. A106 Grade B رایجترین و معمولترین رده آن هست. در صنایع مختلفی از این لولهها استفاده میشود نه فقط به عنوان خط لوله نفت، گاز، آب و دوغابهای صنعتی بلکه برای دیگهای بخار و اهداف ساختاری. از لحاظ ترکیبات شیمیایی و خواص فیزیکی لوله ASTM A106 رده B با ASTM A53 رده B و API 5L B مشابه هم هستند.
بیشتر بدانید: استاندارد ASTM و کاربرد آن در صنعت فولاد
ترکیبات شیمیایی ردههای B , A و C
| Grade C | Grade B | Grade A | Grade |
| % 0.35 | % 0.30 | % 0.25 | .Carbon (C) Mx |
| % 1.06 – 0.29 | % 1.06 – 0.29 | % 0.93 – 0.27 | (Mn) Manganese |
| % 0.035 | % 0.035 | % 0.035 | .Phosphorus (P) Mx |
| % 0.035 | % 0.035 | % 0.035 | .Sulfur (S) Mx |
| % 0.10 | % 0.10 | % 0.10 | .Silicon (Si) Mx |
| % 0.40 | % 0.40 | % 0.40 | .Chromium (Cr) Mx |
| % 0.40 | % 0.40 | % 0.40 | .Copper (P) Mx |
| % 0.15 | % 0.15 | % 0.15 | .Molybdenum (Mo) Mx |
| % 0.40 | % 0.40 | % 0.40 | .Nickel (Ni) Mx |
| % 0.08 | % 0.08 | % 0.08 | .Vandadium (V) Mx |
مشخصات لوله مانیسمان
مشخصات یا به عبارت دقیقتر خواص مکانیکی فولاد، معیار بسیار مهمی برای اطمینان از عملکرد آن هنگام استفاده و در محصول نهایی است. این ویژگیها مستقیماً تحت تاثیر ترکیبات شیمیایی و عملیات حرارتی هستند که روی فولاد انجام میشود. در استاندارد تولید لولههای بدون درز باتوجه به نیاز محصول تولیدی، انعطافپذیری (استحکام کششی، قدرت یا نقطه تسلیم، کشش پذیری)، شاخص سختی و چقرمگی همچنین خواص محصول در دمای بالا و پایین تعیین میشود.
1. دوام و استحکام
لولههای بدون درز به طور کل به واسطهی استحکام و دوام بالایی که دارند در صنعت شهرت پیدا کردند. تحت فشار بالا، تغییرات دمایی و تنشهای مکانیکی بدون این که یکپارچگی ساختار آنها دچار مشکل بشود، مستحکم باقی میمانند. این ویژگیها لولههای بدون درز را به گزینهای ایدهآل برای استفاده در صنعت نفت، گاز، پتروشیمی و خودروسازی تبدیل کرده است.
2. یکنواختی و سازگاری
لولههای بدون درز دارای ساختاری یکنواخت و ابعادی ثابت در سرتاسر طول خود هستند. این یکپارچگی و یکنواختی در سرتاسر طول باعث میشود نصب قطعات این لولهها به هم ساده باشد، سیالات و گازها به سادگی و با کمترین اصطکاک درون آن جریان پیدا کنند و ساختاری قابل اطمینان و مستحکم داشته باشد.
3. مقاومت در برابر زنگزدگی
امکان تولید لولههای بدون درز با انواع آلیاژها چون نمونههای ضدزنگ وجود دارد. این باعث میشود که این مقاطع مقاومت خوبی در برابر زنگزدگی، اکسایش و سایر خوردگیهای شیمیایی داشته باشند و گزینهای مناسب برای محیطهای مستعد زنگزدگی باشند.
4. مقاومت دربرابر دما و فشار بالا
به طور کلی این لولهها برای دما و فشار زیاد طراحی شدهاند چرا که میتوانند حتی در شرایط بحرانی، ساختار یکپارچهی خود را حفظ کنند. این ویژگی منحصر به فرد، لولههای استیل بدون درز را تبدیل به گزینهای ایدهآل و البته قابل اطمینان برای استفاده در شرایط بحرانی کرده است.
5. ماشینکاری و ساخت آسان
ماشینکاری و ساخت لوله فولادی بدون درز به واسطهی ساختار یکپارچه و ابعاد دقیقی که دارد به نسبت ساده است. به راحتی میتوان آنها را برش داد، با جوش به هم متصل کرد، به عنوان قطعهای از یک دستگاه آن را خم و در نتیجه به راحتی نصب کرد و محصول نهایی را با کمترین دردسر تولید نمود.

جوشکاری لوله مانیسمان
همانطور که پیشتر هم در مورد آن توضیح دادیم لولههای مانیسمان بدون درز هستند این به آن معنا است که در امتداد طول لوله هیچگونه درزجوشی وجود ندارد و در بدنهی این لوله، اتصالی به واسطهی جوشکاری ایجاد نشده است. برای ایجاد اتصال بین دو قطعه از این لوله اما باید از جوشکاری استفاده کرد. جوشکاری لولههای بدون درز شامل سه مرحله میشود. 1. حرارت دهی پیش از جوشکاری 2. عملیات حرارتی بعد از جوشکاری و 3. خنک سازی سریع
1. حرارتدهی
نکتهای که پیش از جوشکاری قوس الکتریکی لولههای بدون درز باید حتما به آن توجه داشته باشیم عملیات حرارتدهی است. جوشکاری لوله بدون درز باید به تدریج و بعد از 30 دقیقه کنترل دما آغاز بشود.
مشکل حرارتدهی و کنترل پرتوهای مجازی در جوشکاری قوس الکتریکی با تحت کنترل داشتن دما حل میشود. برای این منظور از برد تجهیزات عملیات حرارتی مادون قرمز استفاده میکنند. نمونههای هوشمند آن به طور دائمی نمودار روند تغییرات را ثبت و ضریب انتقال دما را با دقت اندازهگیری میکند. در زمان حرارتدهی فاصلهی بین نقطه اندازهگیری ضریب انتقال حرارت و درزجوش بین 15 تا 20 میلیمتر است.
2. روش جوشکاری
به منظور جلوگیری از تغییر شکل جوش در لولههای بدون درز، هر درزجوش به شکل متقارن توسط دو نفر، از مرکز به طرفین جوش داده میشود. به جزئیات باید توجه داشت چرا که جوش قوس الکتریکی میتواند باعث ایجاد تغییر شکل در قطعه بشود. وقتی جوشکاری لایه نخست تا سوم انجام شد این فرآیند باید مجدداً هم با جهت عکس انجام بشود.
3. پس از عملیات حرارتی
پس از اتمام جوشکاری، عملیات خنکسازی باید در فاصله زمانی 12 ساعت انجام شود. در صورتی که امکان انجام فوری عملیات حرارتی وجود نداشته باشد، باید تمهیداتی برای عایق حرارتی و عملیات خنکسازی اندیشیده شود. با شروع فرآیند کولینگ یا خنکسازی، ضریب انتقال حرارت با دقت اندازهگیری میشود.
جمعبندی
در مجموع لوله بدون درز فولادی خواص و ویژگیهای مناسب و سودمندی دارد که آن را تبدیل به انتخاب نخست طیف گستردهای از صنایع کرده است. همانطور که توضیح دادیم به شکل گسترده در صنایع نفت و گاز، پتروشیمی و خودروسازی، برق و … از این مقاطع استفاده میشود. عملکرد بینظیر، ساختار یکپارچه و مقاومت در برابر زنگ و خوردگی این مقاطع را به گزینهای مناسب برای زیرساختهای حساس و حیاتی کرده است.
زمان انتخاب لولههای مانیسمان باید به چند نکته مهم توجه داشته باشید که درنظر داشتن آنها میتواند مزایای استفاده از این مقاطع را به حداکثر برساند. 1. استاندارهای تولید در صنایع مختلف 2. الزامات و مقررات صنایع مختلف 3. تخصص تامینکنندگان و 4. رعایت نکات ایمنی
پرسش و پاسخ
لولههای بدون درز و درزدار چه تفاوتی دارند؟
همانطور که از نامشان نیز پیدا است لولههای بدون درز ساختاری یکپارچه دارند و تحت نورد گرم و سرد تولید میشوند. لولههای درزدار اما فرآیند تولید کاملاً متفاوتی دارند و از نورد یک رول ورق فولادی تولید میشوند.
لوله بدون درز توسط چه کسی کشف شد؟
حق اختراع لوله مانیسمان یا بدون درز توسط برادران مانیسمان با نامهای مکس و راینهارد در سال 1885 به ثبت رسید.
عمومی, مقالات در گروه صبا | نویسنده : سروناز خسروی راد | بروزرسانی : 22 آبان 1402