لوله و پروفیلها پس از تولید در امتداد طول کاملا صاف و بدون انحنا هستند اما این ویژگی تا حدی محدود کنندهی کاربرد و موارد مصرف آنها است. برای گسترش کاربرد، گاهی نیاز هست این مقاطع تغییرات زاویهای در امتداد طول داشته باشند. خمکاری یکی از معمولترین و البته متداولترین انواع این فرآیندهاست که میتواند دستی و یا با دستگاههای اتومات، با سردکاری و یا گرمکاری انجام بشود. بسته به نوع فرآیند خمکاری خواص فیزیکی و مکانیکی ماده اولیه ممکن است دچار تغییراتی بشود. در ادامه توضیح خواهیم داد خمکاری چه نوع فرآیندی است، به چه شکل انجام میشود و چه نکاتی زمان انجام آن باید رعایت بشود.
خمکاری چه فرآیندی است؟
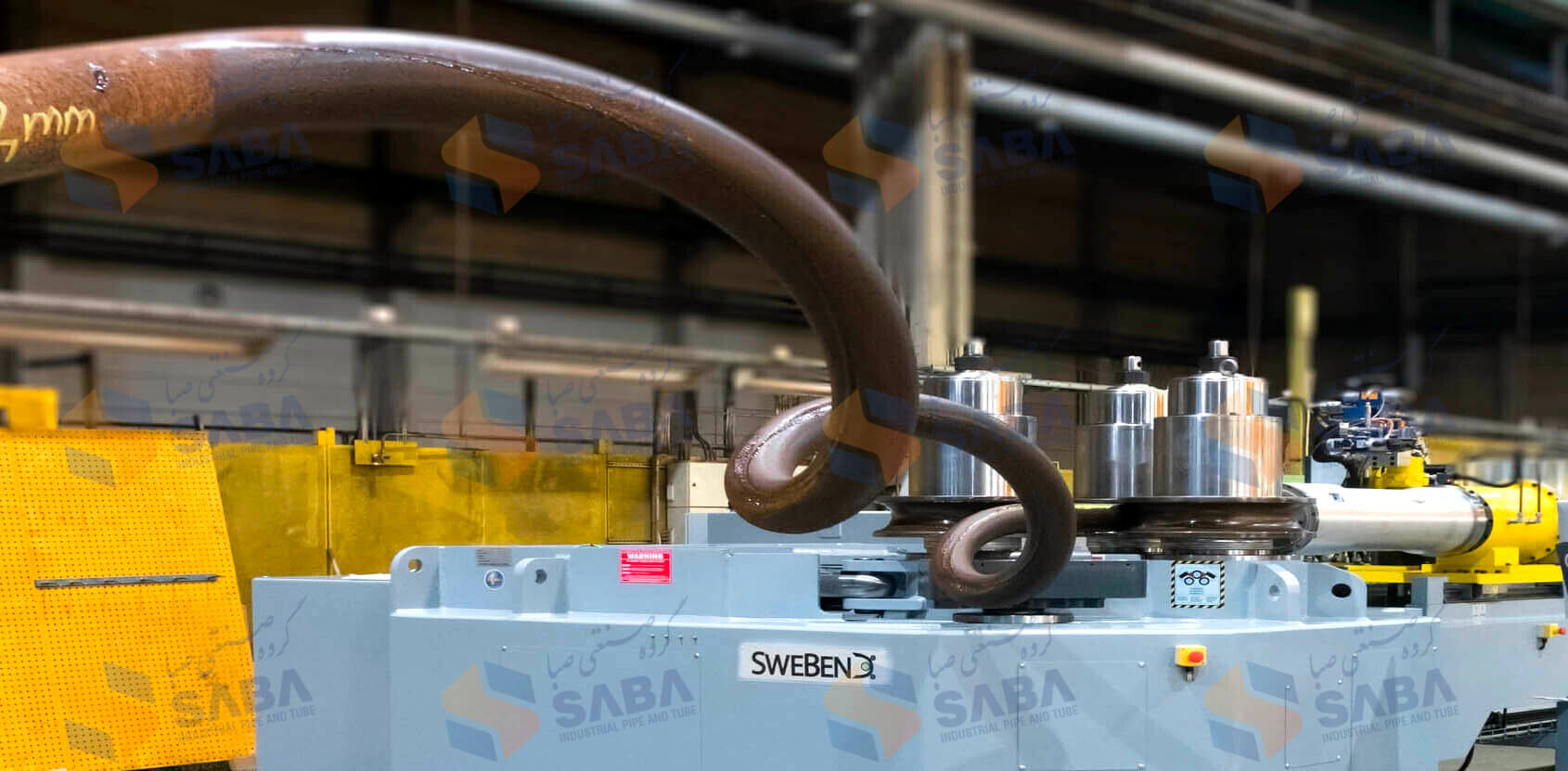
خمکاری فرآیندی مکانیکی و یکی از کاربردیترین انواع فرآیندهای تخصصی لوله و پروفیل است که از آن برای ایجاد تغییر شکلی دائمی یا به عبارت دقیقتر تغییر زاویهای دائمی در امتداد طول لوله و پروفیل استفاده میشود. به کمک این فرآیند نمونههای صاف و بدون انحنا به مقاطعی منحنی شکل تبدیل میشود. گرچه لوله و پروفیلها به شکل صاف هم کاربردهای خاص خود را دارند اما در بسیاری از مواقع نیاز هست که این مقاطع خم شده و به شکلی تحت فشار قرار بگیرند.
باید به این نکته توجه داشته باشید که کیفیت محصول نهایی یا به عبارت دیگر نتیجهی خم به چندین فاکتور گوناگون چون ابزار، هندسهی خم ایجاد شده، کیفیت لوله و … بستگی دارد. نیروی کششی و فشاری که به طور همزمان در نقطه خم به لوله وارد میشود باعث شده خمکاری فرآیند پیچیدهای باشد که پیشبینی عملکرد لوله و پروفیل تحت آن کار سادهای نیست.
همانطور که پیشتر هم به آن اشاره کردیم خمکاری عموما به دو شکل سرد و یا گرم انجام میشود. طی خمکاری گرم برای ایجاد تغییر شکل به لوله و پروفیل مورد نظر تا رسیدن به دمایی بالاتر از دمای اتاق حرارت داده میشود. درحالی که خمکاری سرد در دمای اتاق انجام میشود. باید به این نکته توجه داشته باشید که خمکاری سرد و گرم دو دستهی کلی هستند که میتوان آنها را توصیف کنندهی طیف گستردهای از فرآیندهای خمکاری دانست. فرآیندهایی چون خمکاری پرسی، دوار، القایی و …
چه تغییراتی فیزیکی حین خمکاری ایجاد میشود؟
بسته به نوع فرآیند خم و کیفیت ورق لوله و پروفیل مصرفی تغییرات فیزیکی متعددی در ناحیه خم بهوجود میآید.
- دیوارهی بیرونی مقطع در نقطه خم کشیده میشود. به همین خاطر این دیواره بخشی از ضخامت خود را از دست داده و نازکتر از باقی لوله میشود.
- دیوارهی داخلی لوله مبلی در نقطه خم اما درست برعکس مورد قبلی، فشرده میشود. این نیرو و فشردگی باعث شده که دیواره لوله در این قسمت هم ضخیمتر باشد و هم چین و چروک داشته باشد.
- سطح مقطع لوله مبلی هم حین خم دچار تغییرات یا به عبارت بهتر مشکلاتی میشود. تحت خمکاری شکل سطح مقطع لوله دچار پدیدهای به نام بیضیشدگی میشود. درواقع این پدیده اعوجاجی است که حین فرآیند خم در سطح مقطع لوله بهوجود میآید. علت این مشکل را میتوان در نیروی خم نامتعادل اعمال شده جستوجو کرد. به ویژه زمانی که پشتیبانی داخلی (مندرل) در ناحیه خم وجود نداشته باشد. در بعضی مواقع بروز این پدیده مشکلساز نخواهد شد و سطح مقطع بیضی برای تولید قابل قبول است اما گاهی هم به این شکل نیست. در برخی صنایع چون قطعهسازی دقیق بودن ابعاد اهمیت زیادی دارد.

سه اصل کلیدی در مورد خمکاری لوله و پروفیل
1.نیروی مورد نیاز برای خمکاری
همانطور که پیشتر هم توضیح دادیم وقتی پروفیل و لوله تحت فرآیند خمکاری قرار میگیرند، دیوارهی خارجی آنها در محل خم، کشیده و نازک و در نقطه مقابل آن ضخیم و فشرده میشود. تحت کنترل داشتن میزان این فشردگی یا کشیدگی کمک میکند تا محصول نهایی بدون ایراد تولید بشود. اگر لوله و پروفیل ضخیم یا شعاع خم آن زیاد باشد احتمال بروز مشکل طی فرآیند خمکاری بسیار کم است در صورتی که برای لوله و پروفیل سبک در شعاع کم خم این احتمال بیشتر میشود.
برای تعیین ضخیم یا نازک بودن لوله و پروفیل، نسبت ضخامت ورق به قطر خارجی مورد بررسی قرار میگیرد. این مهمترین فاکتور در تعیین وضعیت لوله و پروفیل برای خمکاری است به همین خاطر باید پیش از شروع فرآیند خم سنجیده بشود. ترکیب شعاع خم و ضخامت دیواره میزان پیچیدگی خم لوله و پروفیل را تعیین میکند. برای مواردی که دیوارهی داخلی یا خارجی خیلی شدید فشرده یا کشیده نمیشود خمکاری با مجموعه قالبهای اولیه مثل قالب خم، گیره و اهرم فشار قابل انجام است. گیره میتواند لوله و پروفیل را در موقعیت مناسب نگه دارد و اهرم فشار در جهت قالب خم به آن فشار وارد کند تا شکل مورد نظر ایجاد بشود.
2.استفاده از مندرل
در بسیاری از موارد پروفیل و لوله مبلی که تحت فرآیند خمکاری قرار دارد به شکل مورد نظر نمیرسد و نمیتواند کاملا شکل قالب را به خود بگیرد. وقتی شعاع خم خیلی کوچک باشد احتمال به هم چسبیدگی دیوارهها زیاد میشود. این اتفاق معمولا زمانی میافتد که ضخامت دیواره برای حفظ یکپارچگی در محل خم خیلی کم است. به منظور حل این مشکل از ابزاری به نام مندرل استفاده میشود. مندرل وسیلهای است که داخل لوله و دقیقا در نقطه خم برای ایجاد مقاومت داخلی قرار میگیرد. مندرل از لحاظ طراحی انواع متنوعی دارد. میتواند به شکل یکشاخهی یکپارچه باشد که درون لوله قرار میگیرد و یا مجموعهای از توپها که درون شاخه و منطبق با خم انحنا پیدا میکند. مندرل جدا از مقاومت داخلی که ایجاد میکند برای اعمال فشار بیشتر در لوله و پروفیل سنگین که خمکاری آنها دشوارتر هم هست کاربرد دارد.
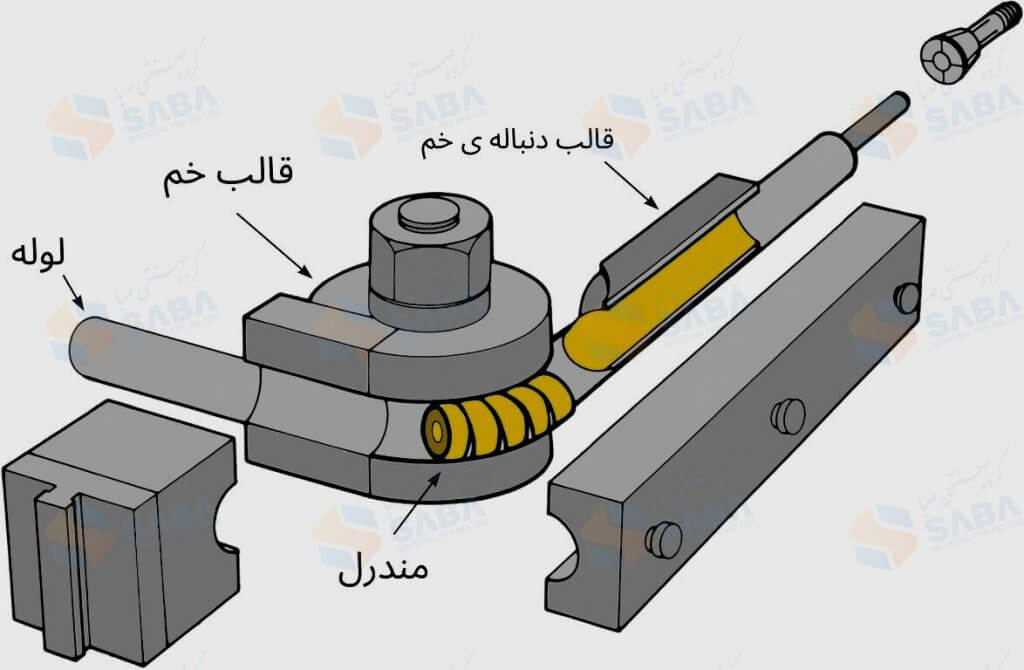
3.استفاده از قالب دنباله خم
قالب دنباله خم ابزاری ضروری برای کاهش شانس چروک شدگی لوله و پروفیل طی فرآیند خمکاری است. بخش جلویی آن ضخامت کمی دارد تا به راحتی بتواند در فاصلهی بین قالب خم و قطعه کار و درست در نقطهای که خمکاری از آن شروع میشود قرار بگیرد. قالب دنبالهی خم معمولا با مندرل با هم استفاده میشوند تا احتمال ایجاد مشکل در فرآیند خمکاری را کاهش دهند.
کشش پذیری فاکتوری است که نشان میدهد لوله و پروفیل پیش از شکستگی یا هر مشکل ساختاری دیگر چقدر توان کشش دارند. این خاصیت برای انواع خم پروفیل و لوله مورد نیاز و نگرانی بزرگی برای تولیدکنندگان انواع محصولات فولادی است. در مجموع وقتی شعاع خم کمتر میشود مواد دچار کشش بیشتری میشوند. در بعضی موارد این جنس لوله و پروفیل است که براساس میزان افزایش طول مد نظر انتخاب میشود. به عنوان مثال لوله و پروفیل استیل دکوراتیو بیشترین میزان افزایش طول را در بین انواع آلیاژهای فولاد دارد.
فرآیند, مقالات در گروه صبا | نویسنده : سروناز خسروی راد | بروزرسانی : 24 آبان 1402