
مارتمپرینگ (Martempering) که به عنوان مارکوئنچینگ (marquenching) هم شناخته میشود یکی از فرایندهای عملیات حرارتی است که برای دستیابی به خواص خاص فولاد و سایر آلیاژهای آهنی استفاده میشود. این عملیات درواقع ترکیبی از عملیاتهای کوئنچینگ و تمپرینگ است که با بهینهسازی ریزساختار مواد، منجر به بهبود خواص مکانیکی، افزایش پایداری ابعاد و کاهش اعوجاج میشود.
فهرست مطالب
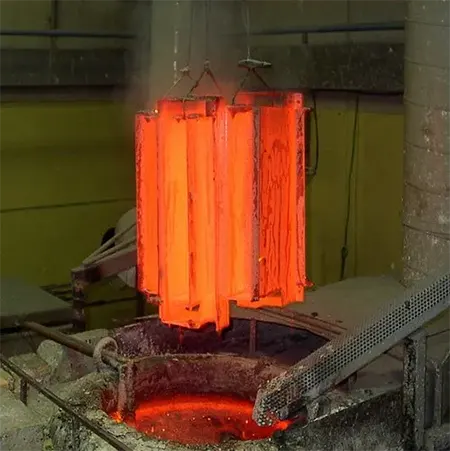
عملیات حرارتی مارتمپرینگ چیست؟
مارتمپرینگ یکی از فرآیندهای عملیات حرارتی است که برای افزایش خواص فولاد و سایر آلیاژهای آهنی استفاده میشود. این عملیات شامل حرارت دادن مواد تا یک دمای خاص، کوئنچ کردن آن به روشی کنترل شده و سپس تمپرینگ آن میشود. هدف از انجام مارتمپرینگ دستیابی به تعادلی بین سختی، استحکام، چقرمگی و پایداری ابعاد مواد میباشد. این تعادل با کنترل تبدیل آستنیت به مارتنزیت و پس از آن، اجرای تمپرینگ کنترل شده حاصل میشود. این فرآیند در کنار بهبود خواص مکانیکی، باعث کاهش خطر اعوجاج و ترک خوردگی نیز میشود. از این رو میتوان گفت قوطی آهن یا پروفیل سبک تولید شده از ورق مارتمپر شده کیفیت بالاتری را از خود نشان میدهد. این مزایای فوقالعاده، مواد مارتمپر شده را برای کاربردهای مختلف در صنایعی مانند خودروسازی، ساخت ابزار، هوافضا و غیره مناسب میکند.
در تعریف بالا صحبت از آستنیت و مارتنزیت شد، در ادامه توضیح میدهیم که دو مفهوم چه تعاریفی دارند:
آستنیت چیست؟
آستنیت، آلیاژ آهنی است که از حرارت دادن آهن و سایر عناصر بین 723 درجه تا 1500 درجه سانتیگراد تشکیل میشود. آستنیت به آهن گاما نیز معروف است. فولاد آستنیتی نوعی فولاد است که بین 0.8 تا 1.2 درصد کربن دارد. این نوع فولاد، نرم و انعطافپذیر بوده و به راحتی جوش داده میشود.
مارتنزیت چیست؟
فولاد مارتنزیتی نوعی فولاد است که بین 0.8 تا 1.2 درصد کربن دارد. این نوع فولاد سخت و شکننده است و جوشکاری آن به راحتی فولاد آستنیتی نیست. مارتنزیت یک فاز تبلور متمایل به آهن است که از خنک شدن یا خاموش شدن سریع آستنیت تشکیل میشود.
فرایند مارتمپرینگ چه مراحلی دارد؟
برای انجام عملیات حرارتی Martempering چند مرحله را باید طی کنیم که به شرح زیر هستند:
- حرارت دادن: در مرحله اول فولاد یا آلیاژ را تا دمایی بالاتر از دمای بحرانی خود که معمولاً بین 800 الی 950 درجه سانتیگراد میباشد، گرم میکنیم. این اتفاق باعث میشود تا از آستنیته شدن کامل ماده اطمینان حاصل شود.
- کوئنچینگ: در این مرحله ماده را در محیطهایی مثل روغن، پلیمرها یا محلولهای نمک غوطهور میکنیم تا به سرعت سرد شود. البته این مسئله از اهمیت بالایی برخوردار است که سرعت سرد شدن ماده در مارتمپرینگ نسبت به روشهای مرسوم کوئنچینگ، کندتر باشد. هدف از این کار جلوگیری از ایجاد تنشهای بیش از حد و به حداقل رساندن خطر اعوجاج یا ترک است.
- ثابت نگهداشتن دما: پس از اینکه ماده به دمای کوئنچ مورد نظر رسید، در این دما نگه داشته میشود تا زمانی که کل قسمت ماده به دمای یکسانی برسد. این زمان نگهداری، امکان تبدیل آستنیت به مارتنزیت و در نتیجه ایجاد سختی و استحکام مورد نظر را فراهم میکند.
- تمپرینگ: پس از نگهداری ماده در دمای ثابت، مواد را از محیط کوئنچینگ خارج کرده و تمپر میکنیم. تمپر کردن در دمای پایینتری نسبت به دمای معمول روش تمپرینگ انجام میشود. هدف از این کار کاهش تنشهای داخلی، افزایش چقرمگی و بهبود شکلپذیری مواد با حفظ سختی مورد نظر است. درجه حرارت و مدت زمان این کار به دقت کنترل میشود تا تعادل مطلوبی از خواص ماده حاصل شود.
هدف از انجام مارتمپرینگ چیست؟
هدف از martempering، افزایش خواص فولاد و سایر آلیاژهای آهنی و در عین حال به حداقل رساندن اعوجاج و کاهش خطر ترک خوردگی میباشد. مارتمپرینگ با انجام کوئنچینگ و تمپرینگ به ارتقا ریزساختار ماده میپردازد که این موضوع به اهداف زیر منجر میشود:
سختی و استحکام
برای افزایش سختی و استحکام مواد از مارتمپرینگ استفاده میشود. این اتفاق با کوئنچینگ کنترل شده قابل دسترس خواهد بود. چرا که با این کار امکان تبدیل آستنیت به مارتنزیت فراهم میشود و این موضوع به سختتر شدن ماده کمک میکند. این اتفاق در حالی رخ میدهد که تشکیل فازهای نامطلوبی مانند بینیت یا پرلیت را هم به حداقل میرساند. مارتنزیت مقاومت و استحکام بسیار خوبی در برابر سایش ایجاد کرده و به دلیل تمپرینگ انجام شده سختی متعادلی نیز خواهد داشت.
چقرمگی و شکلپذیری
همانطور که میدانید مارتنزیت به دلیل سختیای که دارد میتواند شکننده باشد. برای حل این مشکل از تمپرینگ استفاده میکنیم. چرا که تمپر کردن باعث کاهش شکنندگی مواد شده و چقرمگی و شکلپذیری آن را افزایش میدهد. همچنین این فرآیند به کاهش تنشهای داخلی کمک کرده و چقرمگی و شکلپذیری بهتری را ارائه میدهد.
پایداری ابعادی
یکی از مزایای قابل توجه مارتمپرینگ، بهبود ثبات ابعادی آن است. با کنترل دقیق پارامترهای کوئنچ و تمپرینگ، مواد مارتمپر شده حداقل کاهش اعوجاج و تغییرات ابعادی را تجربه میکنند. این امر برای قطعاتی که نیاز به حفظ شکل و ابعاد خود دارند بسیار مهم است.
به حداقل رساندن تنشهای باقیمانده
مارتمپرینگ با اجرای فرایند کوئنچینگ باعث به حداقل رساندن تنشهای پسماند میشود. چرا که با کنترل سرعت کوئنچینگ و تمپر کردن متعاقب آن، تشکیل تنشهای داخلی، کاهش یافته و در نتیجه ساختار مواد متعادلتر و پایدارتر خواهد شد.
جلوگیری از ترک و اعوجاج
مارتمپر کردن خطر ترک خوردگی و اعوجاج را در مقایسه با روشهای مرسوم کوئنچ به حداقل میرساند. چرا که سرعت کوئنچینگ و تمپرینگ کنترلشده، باعث کاهش تشکیل تنشهای حرارتی شده و از ترک خوردن و ایجاد اعوجاج جلوگیری میکند.
بنابراین هدف کلی از مارتمپرینگ دستیابی به تعادلی بین سختی، استحکام، چقرمگی و پایداری ابعاد میباشد. تولیدکنندگان با کنترل دقیق پارامترهای عملیات حرارتی، میتوانند خواص مواد را به گونهای تنظیم کنند که ویژگیهای عملکردی مورد نظر را برآورده کرده و در نتیجه اجزای قابل اعتماد و با کارایی بالایی تولید شود.
تاریخچه Martempering
قدمت مفهوم مارتمپرینگ به چندین قرن قبل باز میگردد. از نظر تاریخی، مارتمپر کردن شامل سخت شدن ماده با خنک کردن فلز داغ در آب یا روغن و به دنبال آن کاهش شکنندگی با تمپرینگ است. در طول قرن بیستم بود که توسعه مارتمپرینگ به عنوان یک روش متمایز عملیات حرارتی مورد توجه قرار گرفت. جایی که محققان و مهندسان روی پالایش فرآیند کوئنچینگ و تمپر کردن تمرکز کردند تا به خواص مواد مورد نظر دست پیدا کرده و در عین حال خطر اعوجاج و ترک خوردگی را به حداقل برسانند. امروزه، مارتمپرینگ یک روش عملیات حرارتی شناخته شده است که به طور گستردهای در صنایع مختلف کاربرد دارد.
در نتیجه، مارتمپرینگ یک فرآیند عملیات حرارتی تخصصی است که برای بهینهسازی خواص فولاد و آلیاژهای آهنی، کوئنچینگ و تمپرینگ را ترکیب میکند. از مزایای این فرایند می توان به کاهش اعوجاج، افزایش ثبات ابعادی، سختی و چقرمگی بهینه، به حداقل رساندن ترک خوردگی و بهبود مقاومت در برابر خستگی اشاره کرد. با پیشرفت و توسعهی مارتمپرینگ، این فرایند در صنایعی مثل خودروسازی، ساخت ابزار و قالب، هوافضا و دفاع، بخشهای انرژی و صنایع ماشین آلات کاربرد دارد. تاریخچه مارتمپرینگ تکامل آن را به عنوان یک روش عملیات حرارتی متمایز نشان میدهد که در طول زمان برای برآورده کردن نیازهای مختلفی ارتقا پیدا کرده است.
تفاوت آستمپرینگ و مارتمپرینگ
آستمپرینگ (Austempering) و مارتمپرینگ دو فرایند متمایز عملیات حرارتی هستند که حاصل هر کدام ایجاد خواص مختلفی در ماده میباشد. با تمام شباهتهایی که در مراحل اجرای آنها وجود دارد تفاوتهای اساسیای با یکدیگر دارند. در ادامه به بررسی این تفاوتها خواهیم پرداخت:
دمای خنکسازی
در آستمپرینگ، موادی که دمای زیادی دارند وارد محیطی با دمای 250 الی 400 درجه سانتیگراد شده و در واقع کوئنچ میشوند. اما در مارتمپرینگ مادهی گرم شده را در محیطی با دمای 150 الی 300 درجه سانتیگراد سرد میکنند.
سرعت خنکسازی
آستمپر کردن برای خنکسازی نیاز به سرعت کنترل شدهای دارد تا ماده را برای مدت زمان مشخصی در دمایی معین نگه دارد. این سرعت خنکسازی در آستمپرینگ کمتر از مارتمپرینگ بوده و نیاز به زمان بیشتری دارد. هرچند که در مارتمپرینگ هم سرعت خنکسازی پایین است اما این سرعت در مقایسه با آستمپرینگ کمی بیشتر میباشد. دلیل این تفاوت سرعت در این دو فرایند آمادهسازی شرایط لازم برای تشکیل فازهای بینیتی و مارتنزیتی آن دو است.
ریزساختار و خواص
آستمپرینگ باعث تولید یک ریزساختار متشکل از بینیت میشود که ساختاری ظریف و سوزنی مانند دارد. این ریزساختار ظریف تعادل خوبی بین استحکام، چقرمگی و شکلپذیری ایجاد میکند. اما، مارتمپرینگ منجر به ایجاد ریزساختاری مارتنزیتی میشود که ساختاری صفحه مانند دارد. مارتنزیت سختی و استحکام بالایی دارد اما در مقایسه با بینیت شکنندهتر است.
کاربردهای فرآیندی
از آستمپرینگ به خاطر داشتن ویژگیهایی مثل چقرمگی و مقاومت در مقابل سایش در قطعاتی مانند چرخدندهها، شفتها و قطعات ماشین آلات سنگین استفاده میکنند. اما مارتمپرینگ به علت سختی و استحکام بالایی که ایجاد میکند در قطعاتی مانند ابزارهای برش، قالبها و فنرها کاربرد دارد.
اعوجاج و ترک خوردگی
اگرچه مارتمپرینگ در به حداقل رساندن اعوجاج نسبت به سایر روشهای مرسوم کوئنچ موفق عمل کرده است، اما همچنان در اجزای بزرگ یا پیچیده امکان ایجاد اعوجاج یا ترک خوردگی را فراهم میکند. این موضوع در مورد آستمپرینگ متفاوت بوده و به دلیل عدم تشکیل مارتنزیت در آن، احتمال اعوجاج یا ترکخوردگی کمتری را در مقایسه با مارتمپرینگ دارد.
این تفاوتها را به طور خلاصه در جدول زیر مشاهده میکنید:
| دمای خنکسازی | سرعت خنکسازی | ریزساختار | کاربرد | اعوجاج و ترک خوردگی | |
| آستمپرینگ | 250 الی 400 (معمولا بیشتر) | کمتر | بینیت | چرخدنده، شفت، قطعات ماشین آلات سنگین و… | کمتر |
| مارتمپرینگ | 150 الی 300 (معمولا کمتر) | بیشتر | مارتنزیت | ابزارهای برش، قالبها، فنرها و… | بیشتر |
مزایای Martempering
- کاهش اعوجاج:
مارتمپر کردن خطر اعوجاج یا تاب برداشتن را که اغلب در روشهای مرسوم کوئنچینگ رخ میدهد، به حداقل میرساند. چرا که سرعت خنکسازی در مارتمپرینگ نسبت به کوئنچینگ آهستهتر بوده و این سرد کردن آهستهتر باعث ایجاد اعوجاج کمتری خواهد شد. - پایداری ابعادی:
مواد مارتمپر شده به دلیل کاهش تنشهای پسماند، پایداری ابعادی بهتری را نشان میدهند. این ویژگی برای قطعاتی که نیاز به تلرانس دقیقی دارند بسیار مهم است. - سختی و چقرمگی:
مارتمپرینگ فولاد امکان دستیابی به سختی و چقرمگی بیشتری را در فولاد فراهم میکند. دلیل این اتفاق تشکیل فاز مارتنزیتی است که ویژگیهای ذکر شده را تقویت میکند. - به حداقل رساندن ترک خوردگی و عیوب مربوط به کوئنچینگ:
سرعت و دمای سرد شدن کنترل شده در مارتمپرینگ خطر ترک خوردگی و عیوب مربوط به کوئنچینگ را کاهش میدهد. این موضوع باعث مطمئنتر شدن ماده شده و کیفیت آن را بالا میبرد. - مقاومت در برابر خستگی:
مارتمپرینگ باعث افزایش مقاومت مواد در برابر خستگی میشود. به عبارت دیگر این فرایند باعث میشود تا عمر مفید قطعه افزایش یافته و در چرخههای مکرر پرفشار مقاومت کند.
معایب مارتمپرینگ
- پیچیدگی:
مارتمپرینگ در مقایسه با روشهای مرسوم کوئنچینگ و تمپرینگ، دارای فرآیند عملیات حرارتی پیچیدهتری میباشد. چرا که در این فرایند باید دما، زمان و سرعت سرد شدن را به صورت دقیقی کنترل کرد. این موضوع باعث پیچیدگی فرایند شده و ممکن است به تجهیزات و مهارتهای تخصصی خاصی نیاز داشته باشد. - کاربرد محدود:
مارتمپرینگ برای فولادها و آلیاژهای آهنی با ترکیبات خاص مناسب است. اما همه گریدها و آلیاژهای فولادی برای مارتمپرینگ مناسب نیستند و انتخاب مواد برای اجرای موفقیت آمیز آن از اهمیت بسیاری برخوردار است. - نیاز به سرد کردن یکنواخت:
اینکه بخواهیم مواد را به سرعت و به طور یکنواخت سرد کنیم میتواند سخت و چالشبرانگیز باشد. مخصوصاً برای اجزای بزرگ و پیچیدهای که نیاز به فضای بزرگی برای سرد شدن یکنواخت خواهند داشت.
کاربردهای Martempering
مارتمپرینگ در صنایعی کاربرد دارد که به قطعات مستحکم و سختی نیاز داشته باشند. در ادامه برخی از این صنایع را بررسی میکنیم:
صنعت خودرو
در صنایع خودروسازی قطعاتی وجود دارند که به سختی، چقرمگی و پایداری ابعادی بالایی نیاز دارند. از جمله این قطعات چرخ دندهها، شفتها، اجزای سیستم تعلیق و قطعات موتور و سیلندر هستند که از مارتمپرینگ برای تقویت این ویژگیها بهره میبرند.
ساخت ابزار و قالب
میتوان ابزارهای برش و قالبها را برای تقویت سختی، مقاومت در برابر سایش و پایداری ابعادی آنها مارتمپر کرد. این کار عملکرد آنها را تقویت کرده و عمر مفیدشان را افزایش میدهد.
هوافضا و دفاع
اجزای حیاتی در صنایع هوافضا نیاز به قدرت، چقرمگی و پایداری ابعادی مناسبی دارند که با مارتمپرینگ حاصل میشود. از جمله این اجزا میتوان به پرههای توربین و اجزای موتور هواپیما اشاره کرد که در این صنعت حیاتی بوده و به کیفیتی بالایی نیاز دارند.
بخش انرژی
مارتمپرینگ برای بهبود قطعات مورد استفاده در تجهیزات تولید برق، توربینهای بادی و صنعت نفت و گاز استفاده میشود. چرا که این قطعات به چقرمگی و استحکام بالا و مقاومت در برابر خستگی نیاز دارند.

جمعبندی
بنابراین مارتمپرینگ که مارکوئنچینگ هم نامیده میشود شامل مراحلی مثل حرارت دادن ماده تا دمایی بالاتر از دمای بحرانی، کوئنچینگ کنترل شده، ثابت نگه داشتن دما و تمپرینگ میشود. هدف از انجام تمام این مراحل افزایش خواص و کاهش اعوجاج و ترک خوردگی میباشد. با حاصل شدن این مزایا امکان استفاده از این فرایند در صنایع مختلف فراهم خواهد شد. این صنایع که شامل خودروسازی، هوافضا و تولیدات انرژی میشوند به مارتمپرینگ نیاز داشته و در صورت نبود این فرایند به کیفیت لازم دست نخواهند یافت. بنابراین مارتمپرینگ یکی از پایههای اساسی این صنایع مهم بوده و میتواند تاثیر گستردهای بر زندگی مردم بگذارد.
پرسش و پاسخ
مارتنزیتی که در مارتمپرینگ تشکیل میشود چه ویژگیهایی دارد؟
مارتنزیت یک فاز ریزساختاری است که در هنگام خنک شدن سریع از دمای بالا و در فولادها و آلیاژهای خاص تشکیل میشود. از ویژگیهای مهم آن سختی و استحکام بالا است که آن را برای کاربردهای مختلف مطلوب میکند.
5 ریز ساختار فولاد چیست؟
بسته به نحوه تولید فولاد با توجه به پارامترها، ریزساختار آن از اجزای مختلفی مانند فریت، سمنتیت، آستنیت، پرلیت، بینیت و مارتنزیت تشکیل شده است.
بینیت یا مارتنزیت کدام سخت تر است؟
مارتنزیت: سخت ترین و قوی ترین ریزساختار، در عین حال شکنندهترین. پرلیت: سخت، قوی و انعطافپذیر اما نه خیلی سخت. بینیت: دارای ترکیب استحکام و شکلپذیری مطلوبی است، سختتر از پرلیت اما نه به سختی مارتنزیت.
فرآیند, مقالات در گروه صبا | نویسنده : امین شاکری | بروزرسانی : 19 آذر 1402










