
برشکاری یک فرآیند ضروری در حوزه صنعت است و به عنوان ابزاری برای شکل دادن به اجزای فلزی ضروری برای اهداف مختلف عمل میکند. برشکاری به عنوان یک گام اساسی در ایجاد قطعات مورد استفاده در خودروسازی، کشتی سازی، تولید هواپیما، ساخت و ساز و حتی تولید تجهیزات پزشکی به عنوان یک روش صنعتی بسیار مهم و حساس ظاهر میشود.
برشکاری فلزات (Metal Cutting Process) یک فرآیند است که از طریق آن ورقهای فلزی، میله و شمشها با استفاده از مجموعهای از ابزارها و تکنیکهای متنوع به قطعات کوچکتر و کاربردی تقسیم میشوند. هدف اولیه از برشکاری ساخت قطعات فلزی مورد نیاز برای مونتاژ دستگاههای مختلف است. یکی از انواع برشکاری، استفاده از برشکاری هوا گاز است که در این مقاله تصمیم داریم در رابطه با آن توضیح دهیم.
فهرست مطالب
برشکاری هوا گاز چیست؟
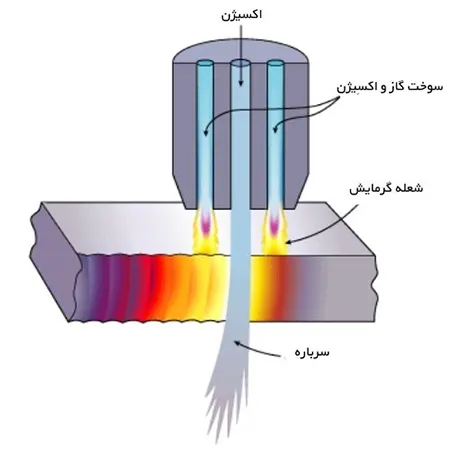
برشکاری هواگاز یا برشکاری اکسی استیلن یک فرآیند برشکاری است که از شعله جوشکاری اکسی استیلن برای ذوب و حذف مواد استفاده می کند. در این فرآیند، دو منبع گازی به یک مشعل برش متصل می شوند. یکی از این منابع گاز اکسیژن است که برای ایجاد شعله جوشکاری استفاده می شود. منبع گاز دیگر سوختی مانند استیلن است که با اکسیژن مخلوط می شود و می سوزد. شعله جوشکاری که ایجاد می شود، دمای بسیار بالایی دارد و می تواند فلزات را به راحتی ذوب کند.
در برشکاری هواگاز، یک الکترود فلزی نیز استفاده می شود. این الکترود در شعله جوشکاری ذوب می شود و به عنوان یک پرکننده برای جوش استفاده می شود.
مطلب مرتبط: جوشکاری هوا گاز چیست؟
برشکاری هواگاز می تواند برای برش فلزات مختلف از جمله فولاد، آلومینیوم، مس و برنج استفاده شود. این فرآیند می تواند برای برش ضخامت های مختلف فلزات استفاده شود.
برشکاری هواگاز یک فرآیند نسبتاً ساده است و هزینه کمی دارد. با این حال، این فرآیند می تواند خطرناک باشد، زیرا گازهای اکسیژن و استیلن قابل اشتعال هستند.
مراحل برشکاری هواگاز به شرح زیر است:
- آماده سازی سطح کار: ابتدا باید سطح کار را از هرگونه آلودگی پاک کرد.
- تنظیم شعله جوشکاری: باید شعله جوشکاری را به گونه ای تنظیم کرد که دمای مناسبی داشته باشد.
- آغاز برش: برش را با اتصال مشعل جوشکاری به قطعه کار آغاز کنید.
- حرکت دادن مشعل جوشکاری: مشعل جوشکاری را به آرامی و با یک حرکت یکنواخت در طول خط برش حرکت دهید.
- پایان برش: پس از اتمام برش، شعله جوشکاری را خیلی آهسته از محل برش جدا کنید.
در نهایت، باید اجازه دهید تا جوش خنک شود.
وقتی صحبت از سیستم برش هواگاز می شود، باید آگاه باشید که همه گازهای سوختی حرارت یکسان ایجاد نمی کنند. رایجترین آنها پروپان، استیلن، پروپیلن، گاز نفت مایع، MAPP (متیل استیلن-پروپادین) و گاز طبیعی است. بسته به دمای شعله و توزیع گرما، نوع گاز میتواند بر عواملی مانند کیفیت لبه، زمان سوراخ شدن و سرعت برش تأثیر بگذارد.
گاز MAPP مخلوطی از هیدروکربن های مختلف است که عمدتاً متیل استیلن و پروپادین را شامل می شود. این گاز به طور کلی به جای استیلن استفاده می شود زیرا دارای مزایای مختلفی است، از جمله:
- دمای شعله بالاتر (3100 درجه سانتیگراد در مقابل 3300 درجه سانتیگراد برای استیلن):** این امر باعث ایجاد برش های تمیزتر و سریعتر می شود.
- سرعت احتراق بالاتر: این امر باعث کاهش خطر انفجار می شود.
- ثبات حرارتی بالاتر: این امر باعث می شود که MAPP در طیف گسترده ای از دماها پایدار بماند.
- مصرف کمتر: این امر باعث کاهش هزینه ها می شود.
علاوه بر این، گاز MAPP توزیع گرمایی یکنواخت تری نسبت به استیلن ارائه می دهد. این امر باعث می شود که برش ها یکنواخت تر و باکیفیت تر باشند. با این حال، گاز MAPP همچنین دارای معایبی نیز می باشد، از جمله گرانتر از استیلن است و در دسترس بودن آن محدودتر از استیلن است.
در مجموع، گاز MAPP یک جایگزین مناسب برای استیلن در برش هواگاز است. این گاز مزایای مختلفی را ارائه می دهد، از جمله دمای شعله بالاتر، سرعت احتراق بالاتر، ثبات حرارتی بالاتر و مصرف کمتر. همچنین، گاز MAPP توزیع گرمایی یکنواخت تری نسبت به استیلن ارائه می دهد.
دمای شعله گازهای سوختی مختلف به شرح زیر است:
| نوع گاز | دمای شعله (درجه سانتیگراد) |
| استیلن | 3300 |
| پروپان | 2800 |
| گاز نفت مایع | 2900 |
| MAPP | 3100 |
| گاز طبیعی | 2700 |
بنابراین، انتخاب گاز سوخت مناسب برای یک سیستم برش هواگاز مهم است. گاز سوخت باید با توجه به عواملی مانند ضخامت فلز، نوع برش و کیفیت مورد نیاز انتخاب شود.
مزایای برشکاری هوا گاز
برشکاری هواگاز دارای مزایای زیر است:
- هزینه کم: برشکاری هواگاز نسبت به سایر فرآیندهای برشکاری هزینه کمتری دارد. این امر به دلیل استفاده از گازهای استیلن و اکسیژن است که نسبتاً ارزان هستند.
- قابلیت استفاده در محیط های مختلف: برشکاری هواگاز می تواند در محیط های مختلف، از جمله فضای باز و فضای بسته، استفاده شود. این امر به دلیل انعطاف پذیری بالای مشعل جوشکاری است که می تواند در زوایای مختلف تنظیم شود.
- قابلیت برش طیف گسترده ای از فلزات: برشکاری هواگاز می تواند برای برش طیف گسترده ای از فلزات، از جمله فولاد، آلومینیوم، مس و برنج، استفاده شود. این امر به دلیل دمای بالای شعله جوشکاری است که می تواند فلزات مختلف را ذوب کند.
- قابلیت برش ضخامت های مختلف: برشکاری هواگاز می تواند برای برش ضخامت های مختلف فلزات استفاده شود. این امر به دلیل کنترل بالایی است که جوشکار بر روی شعله جوشکاری دارد.
معایب برشکاری هوا گاز
برشکاری هواگاز یک فرآیند برشکاری است که از شعله جوشکاری اکسی استیلن برای ذوب و حذف مواد استفاده می کند. این فرآیند دارای مزایای مختلفی است، از جمله هزینه کم، قابلیت استفاده در محیط های مختلف و قابلیت برش طیف گسترده ای از فلزات. با این حال، برشکاری هواگاز همچنین دارای معایبی نیز است که در زیر به آنها اشاره شده است:
- خطرناک بودن: برشکاری هواگاز می تواند خطرناک باشد، زیرا گازهای اکسیژن و استیلن قابل اشتعال هستند. جوشکاران باید از تجهیزات ایمنی مناسب مانند ماسک تنفسی و دستکش استفاده کنند. در صورت عدم رعایت نکات ایمنی، می تواند منجر به آتش سوزی، انفجار یا سوختگی شود.
- آلودگی محیط زیست: برشکاری هواگاز می تواند باعث آلودگی محیط زیست شود، زیرا گازهای اکسیژن و استیلن می توانند باعث ایجاد آلودگی هوا شوند.
- سرعت کم: برشکاری هواگاز نسبت به سایر فرآیندهای برشکاری مانند برش لیزری یا برش پلاسما سرعت کمتری دارد.
- دقت کم: برشکاری هواگاز نسبت به سایر فرآیندهای برشکاری مانند برش لیزری یا برش پلاسما دقت کمتری دارد.
کاربردهای برشکاری هواگاز
برشکاری هواگاز می تواند برای برش ضخامت های مختلف فلزات استفاده شود، از ورق های فلزی نازک تا لوله های فلزی ضخیم. این فرآیند همچنین می تواند برای برش اشکال مختلف فلزات، از جمله برش مستقیم، منحنی و دایره ای استفاده شود. برشکاری هواگاز در صنایع مختلف کاربرد دارد، از جمله:
- ساخت و ساز: برشکاری هواگاز برای برش فلزات در ساخت و ساز، از جمله برش ورق های فلزی، لوله ها و تیرآهن ها استفاده می شود.
- صنایع فلزی: برشکاری هواگس برای برش فلزات در صنعت فلزی، از جمله برش قطعات فلزی برای تولید محصولات فلزی، استفاده می شود.
- صنعت خودروسازی: برشکاری هواگاز برای برش فلزات در صنعت خودروسازی، از جمله برش قطعات فلزی برای ساخت خودروها، استفاده می شود.
- لوله کشی: برشکاری هواگاز برای برش لوله های فلزی در لوله کشی، از جمله برش لوله های فلزی برای نصب سیستم های لوله کشی، استفاده می شود.
- تعمیر و نگهداری: برشکاری هواگاز برای برش فلزات در تعمیر و نگهداری، از جمله برش فلزات برای تعمیر تجهیزات، استفاده می شود.
برشکاری هواگاز یک فرآیند نسبتاً ساده است که می تواند با آموزش مناسب توسط افراد با تجربه انجام شود. با این حال، این فرآیند می تواند خطرناک باشد، زیرا گازهای اکسیژن و استیلن قابل اشتعال هستند. جوشکاران باید از تجهیزات ایمنی مناسب مانند ماسک جوشکاری، عینک ایمنی، دستکش، لباس ایمنی و کفش ایمنی استفاده کنند.
انواع برشکاری هواگاز
برشکاری هواگاز به دو نوع اصلی تقسیم می شود که عبارتند از برشکاری مستقیم و برشکاری شیب دار. در برشکاری مستقیم، شعله جوشکاری اکسی استیلن به طور مستقیم روی فلز اعمال می شود. این امر باعث ذوب شدن فلز و حذف آن می شود.
در برشکاری شیب دار، شعله جوشکاری اکسی استیلن با زاویه نسبت به فلز اعمال می شود. این امر باعث ایجاد یک شیب در برش می شود.
برشکاری هواگاز همچنین می تواند بر اساس نوع گاز سوخت نیز طبقه بندی شود. بر این اساس دو نوع برشکاری خواهیم داشت: برشکاری با استیلن و برشکاری با پروپان.
استیلن رایج ترین گاز سوخت مورد استفاده در برشکاری هواگاز است. استیلن یک گاز قابل اشتعال است که دمای بالایی تولید می کند. استیلن یا اتین یک هیدروکربن آلکینی است که از دو اتم کربن و دو اتم هیدروژن تشکیل شده است. فرمول شیمیایی آن C2H2 است. استیلن یک گاز بی رنگ با بوی تند است. استیلن یک ماده قابل اشتعال و انفجاری است. نقطه اشتعال آن -84 درجه سانتیگراد و نقطه انفجار آن -28 درجه سانتیگراد است. استیلن در هوا بسیار قابل اشتعال است و می تواند با اکسیژن هوا ترکیب شود و یک مخلوط انفجاری ایجاد کند.
پروپان یک گاز سوخت قابل اشتعال است که دمای پایین تری نسبت به استیلن تولید می کند. دمای شعله پروپان در حدود 2800 درجه سانتیگراد است، در حالی که دمای شعله استیلن در حدود 3300 درجه سانتیگراد است. این بدان معناست که پروپان برای برش فلزات با ضخامت کمتر مناسب است، در حالی که استیلن برای برش فلزات با ضخامت بیشتر مناسب است.
درنهایت برشکاری هواگاز می تواند بر اساس نوع دستگاه برش نیز طبقه بندی شود که بر این اساس دو دسته بندی دستی و اتوماتیک را خواهیم داشت. برشکاری دستی یک روش سنتی برشکاری هواگاز است که در آن جوشکار از یک مشعل برش دستی استفاده می کند. برشکاری اتوماتیک یک روش مدرن برشکاری هواگاز است که در آن یک دستگاه برش اتوماتیک از یک مشعل برش استفاده می کند.
ایمنی در برشکاری هوا گاز
برشکاری هواگاز یک فرآیند نسبتاً ساده است، اما می تواند خطرناک نیز باشد. شعله برشکاری هواگاز دمای بسیار بالایی دارد و می تواند در یک چشم به هم زدن هر چیزی را بسوزاند. در صورت عدم رعایت نکات ایمنی، می تواند منجر به آتش سوزی، انفجار یا سوختگی شود.
هنگام حمل و نقل سیلندرهای سوخت نیز باید احتیاط کرد. سیلندرهای سوخت تحت فشار هستند و در صورت نشت یا خرد شدن می توانند خطرناک باشند. در صورت نشت گاز، می تواند منجر به آتش سوزی یا انفجار شود. در صورت خرد شدن سیلندر، ممکن است گاز به سرعت آزاد شود و منجر به آتش سوزی یا انفجار شود.
برای کاهش خطرات برشکاری هواگاز و حمل و نقل سیلندرهای سوخت، باید نکات ایمنی زیر را رعایت کرد:
- قبل از شروع برشکاری، مطمئن شوید که تجهیزات ایمنی مناسب را دارید. این تجهیزات شامل ماسک برشکاری، عینک ایمنی، دستکش، لباس ایمنی و کفش ایمنی است.
- قبل از شروع برشکاری، محل کار را از هرگونه مواد قابل اشتعال پاک کنید.
- هنگام برشکاری، از شعله آن دور بمانید و آن را مستقیماً به سمت افراد یا اشیاً قابل اشتعال نگیرید.
- هنگام حمل و نقل سیلندرهای سوخت، از یک وسیله نقلیه مناسب استفاده کنید و سیلندرها را به درستی بسته بندی کنید.
- سیلندرهای سوخت را در مکانی خنک و خشک نگهداری کنید.
با رعایت نکات ایمنی، می توان خطرات برشکاری هواگاز و حمل و نقل سیلندرهای سوخت را به حداقل رساند. در زیر چند نکته اضافی برای کاهش خطرات برشکاری هواگاز آورده شده است:
- قبل از شروع برشکاری، دستورالعمل های سازنده تجهیزات برشکاری را به دقت بخوانید و دنبال کنید.
- اگر مبتدی هستید، از یک برشکار با تجربه کمک بگیرید.
- در صورت احساس خستگی یا خواب آلودگی، از برشکاری خودداری کنید.
- اگر احساس سرگیجه یا حالت تهوع کردید، برشکاری را متوقف کنید و استراحت کنید.
گاز استیلن یک گاز قابل اشتعال است، اما نسبت به سایر گازهای قابل اشتعال خطر بیشتری دارد. این امر به دلیل واکنش پذیری بالای استیلن است. استیلن یک هیدروکربن است که از دو اتم کربن و دو اتم هیدروژن تشکیل شده است. این پیوندهای دوگانه بین اتم های کربن را می توان به راحتی شکست، که باعث تشکیل کربن و هیدروژن می شود.
این واکنش می تواند به صورت انفجاری رخ دهد، حتی در غیاب هوا یا اکسیژن. این امر به این دلیل است که استیلن می تواند به خودی خود مشتعل شود. در صورت نشت گاز استیلن، می تواند در مجاورت سطوح گرم یا جرقه ها مشتعل شود. همچنین می تواند در اثر ضربه یا شوک فیزیکی منفجر شود.
برای کاهش خطرات گاز استیلن، باید نکات ایمنی زیر را رعایت کرد:
- سیلندرهای گاز استیلن را در مکانی خنک و خشک نگهداری کنید.
- سیلندرهای گاز استیلن را دور از سطوح گرم یا جرقه ها نگهداری کنید.
- قبل از استفاده از گاز استیلن، مطمئن شوید که سیلندرها در شرایط خوبی هستند.
- هنگام استفاده از گاز استیلن، از تجهیزات ایمنی مناسب استفاده کنید.
با رعایت نکات ایمنی، می توان از بروز حوادث و آسیب های ناشی از برشکاری هواگاز جلوگیری کرد.
فرآیند, مقالات در گروه صبا | نویسنده : امید مرادی | بروزرسانی : 23 دی 1402










