
لوله های فولادی عموما با اشکال ساده تولید می شوند تا دست تولیدکننده برای ایجاد شکل مورد نظر باز باشد، در اکثر مواقع لوله ها پیش از تولید به منظور ایجاد همین تغییرات ظاهری تحت انواع فرآیندها قرار می گیرند. کشش لوله هم یکی از همین فرآیندهای کاربردی است که با هدف تنظیم ابعاد داخلی، خارجی و قطر انجام می شود. این فرآیند، سطحی با کیفیت، ابعادی دقیق و مقاومت سرد کاری را به قطعه می افزاید. با توجه به هدف، از چهار روش گوناگون برای کشش استفاده می شود. در هر کدام از این روش ها به گونه ای متفاوت از قالب و مندرل استفاده می شود. قالب مورد استفاده باید به قدری مقاوم باشد که بتواند فشار و حرارت ناشی از کشش فلز را تحمل کند به همین دلیل این غالب ها عموما از آهن آلیاژی یا تنگستن کاربید ساخته می شوند. گرچه به کمک مندرل می توان ابعاد لوله را با دقت بیشتری تحت کنترل داشت اما در عین حال با وجود مندرل به انرژی بیشتری برای کشش نیاز هست. در ادامه چگونگی انجام هر کدام از این روش ها و نقاط ضعف و قوتشان را بررسی خواهیم کرد.
انواع روش های کشش لوله :
 1.فروکشش لوله:
1.فروکشش لوله:
 1.فروکشش لوله:
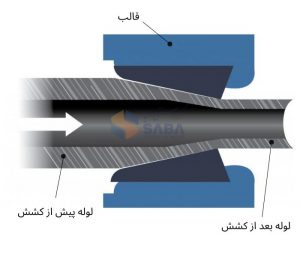
1.فروکشش لوله:در این روش لوله به سادگی با عبور از میان قالب کشیده می شود و ابعاد خارجی آن با توجه به ابعاد قالب تنظیم می شود، کنترلی بر تغییرات ابعاد داخلی و ضخامت وجود ندارد و ضخامت لوله طی کشش تا حدی تغییر خواهد کرد. گرچه فروکشش لوله اررزان ترین و ساده ترین روش کشش است اما به دلیل تغییر ضخامت ناخواسته، کیفیت سطحی خوبی ایجاد نمی کند. لوله های نازک که نسبت ضخامت اولیه به شعاع خارجی اولیه شان کمتر از 0.33 است در کشش افزایش ضخامت خواهند داشت. این نسبت اگر بیشتر از 0.33 باشد کشش با کاهش ضخامت همراه خواهند بود و در صورتی که نسبت برابر با 0.33 باشد تغییرات ضخامت بسیار ناچیز است. برای عبور بخش جلویی لوله از درون قالب دو روش سنتی و نوین وجود دارد. در روش سنتی سر کوبی به صورت دستی انجام شده و باعث هدر رفت چیزی در حدود 200 میلی متر از طول لوله می شود اما در روش نوین این سرکوبی ماشینی انجام می شود و هدر رفت را به حداقل میرساند.
2. کشش با مندرل شناور:
همان طور که از نام آن پیدا است در این روش مندرل به صورت شناور درون لوله قرار دارد و موقعیت آن نسبت به قالب توسط نیروی های اعمال شده تنظیم می شود. مندرل در نقطه ای قرار خواهد گرفت که تمامی نیرو ها در تعادل باشند. نیروی اصطکاک تلاش می کند مندرل را به داخل هل بدهد در حالی که نیروی اعمال شده آن را به سمت بیرون می کشد. در صورت تغییر شرایط اصطکاکی اگر مندرل از بیرون کنترل نشود به داخل قالب کشیده خواهد شد در این شرایط ضخامت لوله کاهش پیدا می کند و اصطکاک بیشتر می شود. شکل خارجی مندرل به گونه ای طراحی می شود که با توجه به ضخامت بتواند موقعیت قرارگیری خود را کنترل کند. این روش برای لوله مبلی و سنگین با طول زیاد مناسب است.
 3.کشش با مندرل ثابت:
3.کشش با مندرل ثابت:
 3.کشش با مندرل ثابت:
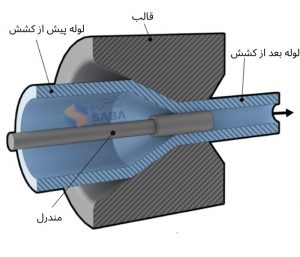
3.کشش با مندرل ثابت: در این روش از مندرل برای تنظیم ابعاد داخلی استفاده می شود. کشش با مندرل ثابت قدیمی ترین متد برای کشش لوله است که بهترین کیفیت سطح را هم بین تمامی روش ها ایجاد می کند. در این نوع کشش، لوله از بین قالب و مندرل کشیده می شود. موقعیت مندرل درون لوله توسط دسته ای که به انتهای آن وصل شده تنظیم می شود و با هدف تغییر ضخامت و ابعاد داخلی جابجا می شود. ابعاد خارجی بر اساس ابعاد قالب تنظیم شده و با کشش کیفیت سطح داخل و خارج به یک اندازه بهبود پیدا می کند. فشار کششی مورد نیاز در این روش بیشتر از فروکشش لوله (روش نخست) است چرا که تغییر ضخامت و اصطکاک بین لوله و مندرل بیشتر است.
4.کشش با مندرل متحرک:
در این روش هم، از مندرل برای تنظیم ابعاد داخلی استفاده می شود. برای کشش با مندرل متحرک، مندرل استوانه ای و لوله با هم درون قالب کشیده می شوند و عموما برای کاهش ضخامت کاربردی هستند. در قسمت ورودی ابعاد مقطع تغییر می کند به همین دلیل سرعت قطعه در این بخش کاهش پیدا می کند این در صورتی است که در قسمت خروجی بعد از کشش، لوله و مندرل با سرعت برابری حرکت می کنند به عبارتی قسمتی که تغییر شکل ایجاد می شود سرعت مندرل بیشتر از سرعت لوله خواهد بود. نیروی اصطکاکی بین لوله و مندرل ، لوله را درون قالب می کشد و نیروی اصطکاکی بین لوله و قالب در جهت مخالف نیرو وارد می کند. این نیروهای اصطکاکی ایجاد شده در جهت های مخالف همدیگر را خنثی می کنند. این روش برای لوله سیاه و سبک با طول کمتر و ابعاد کوچکتر مناسب است و کیفیت سطحی خوبی هم ایجاد می کند. حداکثر کاهش ضخامت ایجاد شده در این روش بیشتر از روش های دیگر است.
سخن پایانی:
کشش نوعی فرآیند سردکاری است این به آن معنا است که پیش از انجام کشش یا حین آن به قطعه ی کار حرارت داده نمی شود. سردکاری مقاوت بیشتری در فولاد ایجاد می کند چرا که حین سردکاری لوله دچار انبساط حرارتی نمی شود به علاوه ی این که به کمک این روش لوله ای با ابعاد و اندازه های دقیق تر تولید می شود. در نتیجه به کمک این فرآیند ثانویه هم می توان بعد از تولید ابعاد و اندازه های مورد نظر را در مقاطع فولادی ایجاد کرد و هم خواص و ویژگی های آن را تا حد قابل قبولی بهبود بخشید.
: Reference
فرآیند, مقالات در گروه صبا | نویسنده : سروناز خسروی راد | بروزرسانی : 27 آبان 1402










