جوشکاری به عنوان یک فرایند اتصال فلزات به قدمت تاریخ بشر است. شواهدی از جوشکاری فلزات مانند طلا، مس و برنز در حدود 5000 سال قبل از میلاد مسیح در مصر، بین النهرین و شبه قاره هند یافت شده است. در آن زمان، از روشهای مختلفی برای جوشکاری فلزات استفاده میشد، از جمله جوشکاری آهنگری، جوشکاری فورج و جوشکاری لحیم کاری. در قرن 19 میلادی، با پیشرفت علم و تکنولوژی، روشهای جدیدی برای جوشکاری فلزات ابداع شد. در سال 1800 میلادی، سر همفری دیوی، دانشمند انگلیسی، قوس الکتریکی را کشف کرد. این کشف زمینه را برای ابداع روشهای جدید جوشکاری مانند جوشکاری قوس الکتریکی با الکترود روکشدار (SMAW) در سال 1881 میلادی فراهم کرد.

در سال 1885 میلادی، نیکلاس بناردوس، دانشمند روسی، روش جوشکاری قوس الکتریکی با گاز محافظ (MIG/MAG) را ابداع کرد. این روش در سال 1940 میلادی با استفاده از گازهای خنثی مانند آرگون و هلیم به طور قابل توجهی بهبود یافت. در قرن بیستم میلادی، روشهای جدیدی برای جوشکاری فلزات مانند جوشکاری اصطکاکی (FSW)، جوشکاری پرتو الکترونی (EBW) و جوشکاری لیزری (LW) ابداع شد.
امروزه، جوشکاری به عنوان یک فرایند صنعتی بسیار مهم در صنایع مختلف مانند ساخت و ساز، خودروسازی، کشتی سازی، هوافضا و … کاربرد دارد. روشهای مختلفی برای جوشکاری فلزات وجود دارد که هر کدام مزایا و معایب خاص خود را دارند. انتخاب روش مناسب برای جوشکاری به عوامل مختلفی مانند نوع فلز، ضخامت فلز، نوع اتصال و … بستگی دارد.
یکی از مواردی که امروزه از جوشکاری برای آن استفاده میشود، جوشکاری قطعاتی است به نام نبشی. ابتدا باید توضیح دهیم که نبشی چیست؟ نبشی یکی از پرکاربردترین مقاطع فولادی است که به جزئی جداییناپذیر در ساخت و ساز و ساختمانسازی تبدیل شده است. نبشی دارای دو بال است که ممکن است مساوی یا نامساوی بوده و به صورت عمود برهم قرار گرفته باشند. نبشیها معمولاً به شکل حروف L یا V بوده و در مواردی مثل ساختمانسازی، اتصال قسمتهای فلزی به یکدیگر، مقاومت سازه، آسانسور سازی، ساخت بادبند، ساخت چهارپایه و … کاربرد دارند. این مقاطع فولادی که غالبا به صورت تکی و جفتی مورد استفاده قرار میگیرند طولهایی برابر با 6 یا 12 متر داشته و از ابعاد و ضخامتهای مختلقی تشکیل شدهاند. از آنجایی که پروژههای بزرگ معمولاً به تعداد زیادی نبشی نیاز دارند، کمترین نوسانی در قیمت نبشی، تاثیر زیادی را روی قیمت تمام شدهی آنها میگذارد. از این رو بسیار مهم است که در برآورد بودجه به قیمت نبشی به صورت ویژهای توجه شود. نبشیها دارای ضخامتهای مختلفی هستند که بر همین اساس قیمت آنها تغییر پیدا میکند.
نبشی 4 که به نبشی 40*40 نیز شناخته میشود نوعی پروفیل آهن است که کاربرد گستردهای را در صنایع ساختمانسازی مانند ساخت وال پست دارد. این مقطع فولادی که معمولاً ظاهری به شکل حرف L دارد از ضخامت 2.5 الی 4 و طولی برابر با 6 متر برخوردار میباشد. قیمت نبشی 4 به عوامل مختلفی بستگی دارد که یکی از مهمترین آنها ضخامت، طول و وزن آن میباشد.
مطالب مرتبط: نبشی وال مش چیست؟ – نحوه اجرای وال پست با نبشی
یکی دیگر از انواع نبشیها که کاربرد گستردهای را در صنایع ساختمانسازی دارند، نبشی 5 است که به نبشی 50*50 نیز شناخته میشود. این مقطع فولادی از ضخامت 3 الی 5 میلیمتر و طولی برابر با 6 متر برخوردار میباشد. از این نبشیها در موارد مختلفی مثل ساخت ستون و خرپا، ساخت دکلهای برق و مخابراتی، ساخت قاب در و پنجره، ایجاد پشتبند در فاصله میان ستونها و … استفاده میشود. قیمت نبشی 5 به عوامل مختلفی بستگی دارد که یکی از مهمترین آنها ضخامت، طول و وزن آن میباشد. از این رو نیاز است تا پیش از خرید این محصول فولادی، ضخامت و طول و وزن نبشی مورد نیاز خود را به طور دقیق محاسبه کنید.
نبشی 6 یکی دیگر از مقاطع فولادی است که کاربردهای زیادی را در صنایع ساختمانسازی دارا میباشد. این مقطع که به نبشی 60*60 نیز شناخته میشود از ضخامت 4 الی 6 میلیمتر و طولی برابر با 6 متر برخوردار میباشد. این نبشیها در موارد مختلفی مثل ساخت دکلهای برق و مخابراتی، ساخت ستون و خرپا، ساخت قاب در و پنجره، ایجاد پشتبند در فاصله میان ستونها و … مورد استفاده قرار میگیرند. قیمت نبشی 6 به عوامل مختلفی مثل ضخامت، طول و وزن بستگی دارد. به همین دلیل نیاز است تا پیش از خرید این محصول فولادی، ضخامت و طول و وزن نبشی مورد نیاز خود را به طور دقیق محاسبه کنید.
ساخت نبشی
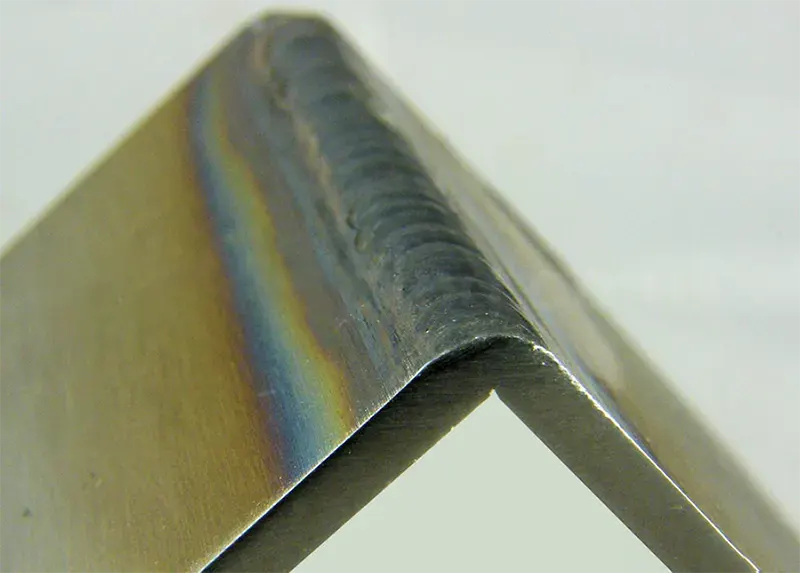
جوشکاری نبشی یکی از رایجترین روشهای جوشکاری در صنعت است که برای اتصال دو یا چند قطعه نبشی به یکدیگر استفاده میشود. گاهی اوقات نیز از آن برای ساخت یک نبشی از دو قطعه فلز استفاده میشود. در این روش از قوس الکتریکی برای ذوب فلز و ایجاد اتصال بین قطعات استفاده میشود. پیش از این مقالات زیادی در رابطه با جوشکاری داشتهایم اما امروز میخواهیم یک مدل خاص از جوشکاری مربوط به نبشیها را به شما آموزش دهیم. فقط با سه مرحله ساده میتوانید این نوع جوش رو انجام دهید. مرحله اول برش دادنِ فلز به طول مناسب، بعد قرار دادن آنها با زاویه ۹۰ درجه و بستن آنها به هم با گیره، و نهایتاً جوشکاری.
مرحله اول برای شروع جوشکاری یک نبشی، انتخاب و برش قطعه فلز است. باید قیچی رو روی طول مناسب تنظیم کنید، که در این مورد ۶ اینچ در ۱ و ¼ اینچ میشود. منظور از برش، جایی است که تیغه، قطعه فلز را به اندازه دلخواه شما برش میدهد.

مرحله دوم روشن کردن دستگاه جوش روی حالت پنجه است. بعد از انجام این کار، سرعت سیم را روی ۳۰۰ و ولتاژ را روی ۱۷.۵ تنظیم کنید. سپس برای اتصال خوب، گیره اتصال زمین را روی پایه قرار بدهید.

مرحله سوم، اتصال موقت tack زدنِ فلزهاست. لبههای داخلی گوشه هر دو قطعه فلز را کنار هم قرار داده تا زاویه ۹۰ درجه تشکیل شود. مطمئن شوید بین دو قطعهای که به هم تِک میزنید، هیچ فاصلهای وجود نداشته باشد. بعد از اینکه فلزها در موقعیت تِک قرار گرفتن، قطعات را به صورت عمودی روی پایه با گیره محکم کنید. این پایه، همان سطحی است که روی آن جوشکاری انجام میدهید.
اتصال موقت یا تِک زدن (tack ) در جوشکاری، به معنی اتصال موقت دو قطعه فلز به هم قبل از جوشکاری نهایی است. این کار برای ثابت نگه داشتن قطعات در جای خود و جلوگیری از جابجایی آنها در حین جوشکاری انجام میشود.
مراحل انجام تِک زدن عبارت است از:
- قرار دادن قطعات در محل مناسب: دو قطعه فلزی را که می خواهید به هم جوش دهید، در محل مناسب خود قرار دهید.
- ایجاد نقطه جوش: با استفاده از دستگاه جوشکاری، چند نقطه جوش کوچک در محل اتصال دو قطعه ایجاد کنید. این نقطه جوش ها باید به اندازه کافی قوی باشند تا قطعات را در جای خود نگه دارند، اما نه آنقدر قوی که جدا کردن آنها دشوار باشد.
- بررسی اتصال: پس از ایجاد نقطه جوش ها، اتصال را بررسی کنید تا مطمئن شوید که قطعات به طور صحیح در جای خود قرار گرفته اند و هیچ فاصله ای بین آنها وجود ندارد.
مزایای تِک زدن:
- ثابت نگه داشتن قطعات: تِک زدن به ثابت نگه داشتن قطعات در جای خود در حین جوشکاری کمک می کند و از جابجایی آنها جلوگیری می کند.
- جلوگیری از تاب برداشتن: تِک زدن می تواند به جلوگیری از تاب برداشتن قطعات در حین جوشکاری کمک کند.
- ایجاد خطوط راهنما: نقطه جوش های ایجاد شده در تِک زدن می توانند به عنوان خطوط راهنما برای جوشکاری نهایی عمل کنند.


مراحل جوشکاری نبشی

- آماده سازی:
- انتخاب روش جوشکاری: رایجترین روشهای جوشکاری نبشی شامل جوشکاری قوس الکتریکی با الکترود روکشدار (SMAW) و جوشکاری قوس الکتریکی با گاز محافظ (MIG/MAG) است.
- انتخاب الکترود یا سیم جوش: نوع الکترود یا سیم جوش به نوع فلز نبشی و روش جوشکاری انتخاب شده بستگی دارد.
- آماده سازی قطعات: سطح قطعات نبشی باید تمیز و عاری از هرگونه آلودگی مانند زنگ زدگی، چربی و رنگ باشد.
- برش نبشی: در صورت نیاز، نبشی ها را با اره یا فرز به اندازه دلخواه برش دهید.
- تعیین محل اتصال: محل اتصال دو یا چند نبشی را به دقت مشخص کنید.
- جوشکاری:
- تنظیم دستگاه جوشکاری: دستگاه جوشکاری را با توجه به نوع الکترود یا سیم جوش و ضخامت نبشی تنظیم کنید.
- ایجاد قوس الکتریکی: الکترود را به قطعه نبشی نزدیک کنید و قوس الکتریکی ایجاد کنید.
- حوضچه جوش: با حرکت الکترود در امتداد خط جوش، حوضچه جوش را ایجاد کنید.
- کنترل گرده جوش: به گرده جوش توجه کنید و در صورت نیاز آن را تنظیم کنید.
- خنک شدن: پس از اتمام جوشکاری، اجازه دهید تا قطعات به طور کامل خنک شوند.
- عملیات تکمیلی:
- برس کاری: پس از خنک شدن، گرده جوش را با برس سیمی تمیز کنید.
- بازرسی: جوشکاری را از نظر کیفیت و عیوب احتمالی مانند ترک، تخلخل و نفوذ ناقص بررسی کنید.
نکات مهم در جوشکاری نبشی:
- ایمنی: هنگام جوشکاری از ماسک، دستکش، لباس و کفش مناسب استفاده کنید.
- تنظیم صحیح دستگاه: تنظیم صحیح دستگاه جوشکاری برای کیفیت جوشکاری بسیار مهم است.
- زاویه و سرعت جوشکاری: زاویه و سرعت حرکت الکترود یا سیم جوش باید مناسب باشد.
- حوضچه جوش: حوضچه جوش باید به اندازه کافی عمیق و پهن باشد.
- کنترل گرده جوش: گرده جوش باید صاف و یکنواخت باشد.
- خنک شدن: قطعات را به آرامی خنک کنید تا از ترک خوردن جوش جلوگیری شود.
فلزات, مقالات در گروه صبا | نویسنده : امید مرادی | بروزرسانی : 15 اسفند 1402