برای اتصال قطعات فلزی مختلف از فرآیندی به نام جوشکاری استفاده میشود. این عملیات یکی از حیاتیترین عملیاتهای فلزکاری بوده و نبودن آن میتواند تولید محصولات فلزی را با مشکلی جدی روبرو کند. جوشکاری با روشهای مختلفی انجام شده و قطعات فلزی با جنسهای گوناگون را به هم متصل میکند. یکی از انواع این فرایند حیاتی، جوشکاری تیگ یا TIG (Tungsten Inert Gas) میباشد که به معنای گاز بی اثر تنگستن است. این نوع از جوشکاری که به جوش کاری آرگون هم معروف است یکی از انواع پر کاربرد است که با استفاده از گاز محافظ انجام میشود. در ادامه با این نوع از جوشکاری و مراحل آن آشنا خواهیم.
فهرست مطالب
جوشکاری TIG چیست؟
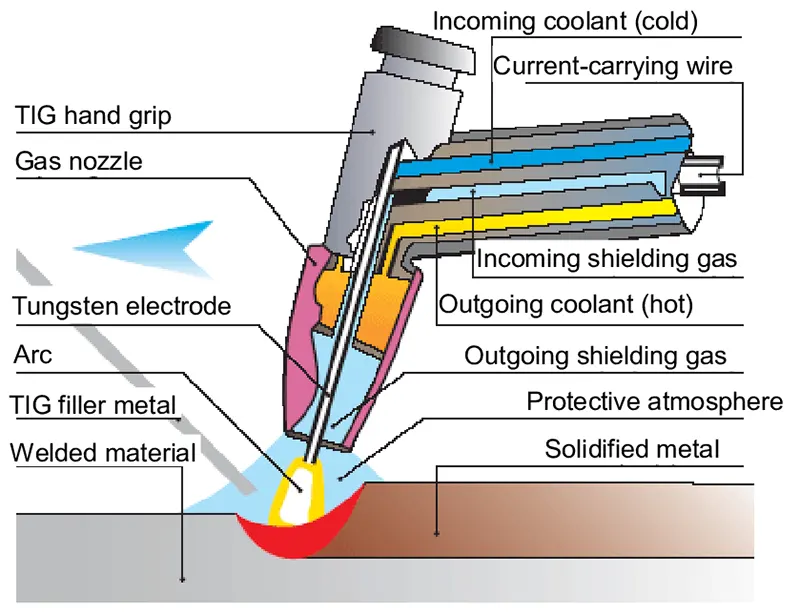
جوشکاری تیگ (به انگلیسی TIG) یکی از رایجترین روشهای جوشکاری است که از انواع جوشکاری قوس الکتریکی محسوب میشود. در این فرایند برخلاف روشهای دیگر جوشکاری، از یک الکترود غیرمصرفی از جنس تنگستن استفاده میشود تا جریان الکتریسیته را بین قطعه کار و الکترود انتقال دهد. الکترود تنگستن که مصرفی نمیباشد توسط ابزاری به نام تورچ جوشکاری تیگ نگه داشته شده و عملیات جوشکاری را به انجام میرساند. در این روش از جوشکاری ایجاد حوضچه مذاب میتواند باعث شود تا مناطق تحت حرارت اکسید شوند. به همین دلیل است که از گازهای خنثی استفاده شده و از اکسید شدن قطعات جلوگیری میشود. بهترین گاز برای این کار آرگون است که باعث شده تا نام این روش به جوشکاری تیگ آرگون نیز شناخته شود.
جوشکاری تیگ هم با سیمجوش و هم بدون فلز پرکننده قابل انجام بوده و برای انواع فلزات (چه آهنی و چه غیرآهنی) با ضخامتهای مختلف قابل استفاده است. این نوع از جوش در ایران به جوش تیگ آلومینیوم نیز معروف بوده و به دلیل مزایای بسیار زیادی که دارد در صنایع مختلف مورد استفاده واقع شده است.
تاریخچه جوشکاری تیگ
اگر به دنبال نقطه آغاز جوشکاری TIG باشیم باید به اوایل قرن بیستم برگشته و تمام پایههای این نوع از جوشکاری را بررسی کنیم. همانطور که گفتیم این روش یکی از انواع جوشکاری قوس الکتریکی میباشد. جوشکاریای که در اواخر دهه 1800 میلادی توسط “سر همفری دیوی” کشف شده و به مرحله اجرا رسید. پس از آن شیمیدانی سوئدی به نام “کارل ویلهلم شیله” تنگستن را کشف کرده و آن را به صنعتگران معرفی کرد. تا اینکه حدود یک قرن بعد دو محقق دیگر به نامهای “ویلهلم کولیج” و “ویلیام دی اچ ماری” فرایند تولید سیم تنگستن انعطاف پذیر را کشف کردند. این فرایند یک قرن مورد بررسی قرار گرفت تا اینکه در اوایل قرن بیستم توسط دانشمندی روس به نام “برناردوس” با الکترودی فلزی در اتمسفر دی اکسید کربن انجام شد. اما هنوز این روش برای اجرای عملی مناسب نبود.
جوش tig پله پله رو به جلو حرکت کرده و هربار به عملی شدن نزدیکتر میشد. تا اینکه در نهایت شخصی به نام “راسل مردیت” این کار بزرگ را به سرانجام رساند. کسی که از گاز هلیوم به عنوان گاز محافظ استفاده و مشعلی خنک کننده را برای مدیریت دماهای بالا ایجاد کرد. این روش روز به روز توسعه پیدا کرده و آرگون را جایگزان هلیوم کرد. با این کار فرایند جوشکاری تیگ در میان صنعتگران پذیرفته شده و در کاربردهای صنایع مختلف مورد استفاده قرار گرفت.
جوشکاری TIG یک فرآیند جوشکاری دقیق است که میتوان از آن برای جوشکاری طیف گستردهای از مواد استفاده کرد.
نحوه جوشکاری تیگ چگونه است؟
برای داشتن جوشی مناسب باید پیش از شروع جوشکاری نکاتی را رعایت کرده و در حین فرایند هم آنها را ادامه دهیم. به طور مثال نیاز است تا سطح قطعه کار و الکترودمان را تمیز کرده و به موقع آنها را تعویض کنیم. پس از تمیز شدن سطوح، تورچ یا مشعل را آماده کرده و الکترود را درون آن قرار میدهیم. میزان حرارت و آمپر خروجی را متناسب با نوع فلز تنظیم کرده و میزان جریان گاز را تعیین میکنیم. شلنگ گاز و مانومتر را آماده کرده و به آرامی به جوش دادن قطعات مشغول میشویم. در انتها و پس از اتمام جوش هم تمامی منافذ احتمالی را بررسی میکنیم تا هیچگونه نشتیای در آن وجود نداشته باشد.
البته نباید فراموش کنیم که به دلیل وجود خطراتی مثل احتمال آسیب دیدن چشم یا تاثیر گازهای سمی بر انسان نیاز است تا از لباس، کفش، عینک و ماسک مناسب استفاده کنیم. با اینکار ایمنی کار را حفظ کرده و احتمال بروز خطرات را به حداقل میرسانیم.
تجهیزات جوشکاری تیگ
برای اجرای تیگ در جوشکاری به وجود ابزار و تجهیزاتی نیاز است که نبود هر کدام میتواند به انجام نشدن کل فرایند منجر شود. با هم این تجهزیرات را بررسی میکنیم:
منبع تغذیه
اصلیترین ابزار جوشکاری تیگ دستگاهی است که انرژی لازم برای ایجاد جریان و قوس الکتریکی را فراهم میکند. این دستگاه که به باتری جوشکاری هم شناخته میشود بسیار اساسی بوده و نبودنش تمام سیستم را از کار میاندازد.
تورچ یا مشعل جوشکاری
همانطور که گفتیم وظیفهی مشعل نگه داشتن الکترود تنگستن و رساندن گاز محافظ به سطح جوشکاری میباشد. این مشعلها از انواع مختلفی تشکیل شدهاند تا بنا به نوع قطعه کار مشعل مناسب با آن انتخاب شود.
الکترود
الکترود جوشکاری تیگ از نوع مصرف نشدنی بوده و به طور معمول قطری برابر با 0.25 تا 6.35 میلیمتر و طولی برابر با 76 الی 610 میلیمتر را دارا میباشند.
سیلندر و شلنگ گاز محافظ
انتقال و تنظیم گازهای محافظ جوشکاری TIG از مخازن به سطح حوضچه جوش قطعه به وسیله سیلندر و شلنگهای مخصوص این کار انجام میشود.
سیم جوش
یکی از مهمترین قطعات برای جوشکاری آرگون، سیم جوش میباشد که باید طبق قوانین AWS انتخاب شود.
موارد گفته شده تجهیزات اصلی جوشکاری آرگون هستند که برای شروع جوشکاری به آنها نیاز میباشد. البته ممکن است با پیشرفت تکنولوژی تجهیزات متنوعی به آن اضافه شده و جوشکاری را ایمنتر و آسانتر کند. اما به هر حال کلیت تجهیزات ثابت بوده و امکان حذف آنها وجود نخواهد داشت.
عوامل موثر بر کیفیت جوشکاری آرگون
جوشکاری تیگ نوعی حساس از جوشکاری میباشد که عوامل مختلفی بر کیفیت آن تاثیرگذار هستند. از جمله این عوامل میتوان به سرعت جوشکاری، نوع گاز محافظ مورد استفاده، فاصله میان الکترود و قطعه، ولتاژ قوس و شدت جریان الکتریکی اشاره کرد. شدت جریان الکتریکی، بسته به نوع فلز میتواند مستقیم یا متناوب باشد و اینطور نیست که لزوماً همیشه نوعی ثابت از آن انتخاب شود. به عنوان مثال برای جوشکاری آلومینیوم تیگ به جریان AC و برای قطعات فولادی به جریان DC نیاز است و انتخابی غیر از این میتواند بر کیفیت و عملکرد جوش تاثیر بسزایی را داشته باشد.
شدت جریان انتخابی در جوشکاری TIG باید بر اساس کاربرد و ضخامت قطعه باشد. هرچه قطعه فلز مورد استفاده ضخامت بیشتری را داشته باشد نیاز به جریان قویتری است. البته اگر آمپراژ را بیش از حد زیاد کنیم نه تنها جوش با کیفیتی حاصل نمیشود بلکه قطعه کار آسیب دیده و ذوب میشود. همچنین اگر با شدت جریان مناسب زمان زیادی را روی یک نقطه متمرکز باشیم باز هم قطعه کار آسیب دیده و جوش مناسبی حاصل نمیشود. بنابراین باید توجه داشت که برای داشتن جوشی سالم و با کیفیت، هم شدت جریان باید به درستی انتخاب شود و هم زمان جوشکاری بیش از حد طولانی نباشد.
جوشکاری TIG آلومینیوم
جوشکاری تیگ برای انواع مختلفی از فلزات کاربرد داشته و برای هرکدام از آنها تنظیمات و عملکردهای مخصوصی را دارد. به طور مثال جوشکاری تیگ استیل و جوشکاری تیگ مس از جمله جوشکاریهای تیگ هستند که در مواردی خاص مورد استفاده قرار میگیرند. اما در ایران یکی از پراستفادهترین آنها در جوشکاری آلومینیوم میباشد. به همین دلیل است که گاهاً در ایران به آن جوشکاری آلومینیوم نیز گفته میشود.
جوشکاری فلز آلومینیوم به دلیل وجود لایههای اکسیدی که نقطه ذوب بالاتری را نسبت به آلومینیوم دارند کار بسیار حساسی میباشد. چرا که این اکسیدها در حین جوشکاری ذوب نشده و باعث ایجاد جوشی بسیار بیکیفیت میشوند. اما روشهای مختلفی برای حذف این اکسیدها وجود دارد که از جملهی آنها میتوان به جوشکاری با گاز محافظ اشاره کرد. به همین دلیل است که بهترین روش برای جوشکاری آلومینیوم جوش آرگون بوده و معمولاً از این روش برای این کار استفاده میشود. هرچند که همیشه بحث قیمت میتواند اصول را هم تغییر داده و باعث شود تا از جوشکاری میگ به جای تیگ استفاده شود.
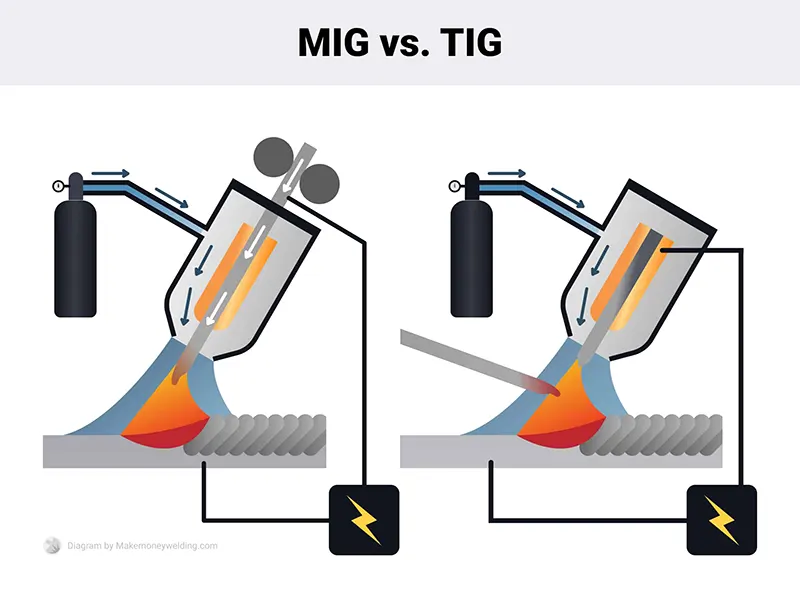
تفاوت جوشکاری تیگ و میگ
جوشکاری میگ یکی از روشهای معروف جوشکاری با گاز محافظ و الکترود مصرفی است که گاهاً به جای جوشکاری TIG مورد استفاده قرار میگیرد. این دو روش شباهتها و تفاوتهای زیادی را دارند که در ادامه به برخی از آنها میپردازیم:
- کاربرد: جوشکاری تیگ بیشتر در مواردی مورد استفاده قرار میگیرد که حساسیت و ظرافت بالایی را نیاز داشته باشند. اما میگ در موارد ظریف و حساس کاربرد چندانی ندارد.
- سرعت: هر کار ظریفی نیاز به صرف زمان بیشتری دارد. به همین دلیل در جوشکاری تیگ زمان بیشتری لازم بوده و سرعت کمتری را نسبت به روش میگ دارد.
- سادگی: جوشکاری میگ روشی به مراتب سادهتر بوده و پیچیدگیهای جوشکاری تیگ را ندارد.
- الکترود: الکترودها یا مصرفی هستند یا غیر مصرفی. در جوشکاری میگ از نوع مصرفی و در روش جوشکاری تیگ از نوع غیر مصرفی آن استفاده میشود.
- گاز محافظ: در هر دو روش از گاز محافظ استفاده میشود.
مزایای جوشکاری تیگ
جوشکاری آرگون از مزیتهای زیادی برخوردار است که باعث شدهاند از این روش در صنایع مختلف استفاده شود. از جمله این مزیتها میتوان به موارد زیر اشاره کرد:
- یکی از دلایلی که از جوشکاری آرگون به طور گستردهای استفاده میشود این است که تقریباً روی تمامی فلزات قابلیت اجرا داشته و محدودیت کمی در برابر مواد مختلف دارد.
- در برخی از صنایع دقت و کیفیت جوش از اهمیت بالایی برخوردار است و به همین دلیل از جوش آرگون برای ایجاد اتصالاتشان استفاده میکنند.
- یکی دیگر از مزایای جوشکاری تیگ توانایی ایجاد جوشهای ظریف و تمیز بوده که آن را در صنایع حساس پرکاربرد میکند.
- در جوشکاری آرگون از منابع تغذیه نسبتاً ارزانی استفاده میشود.
- این نوع از جوش سربارهای را ایجاد نکرده و از این حیث بسیار تمیز است.
- مسئلهای که در بسیاری از جوشکاریها امکان آن وجود ندارد اتصال فلزات غیرهمجنس میباشد. اما با جوشکاری تیگ امکان اتصال فلزات غیرهمجنس نیز وجود دارد.
- با جوشکاری آرگون امکان کنترل متغیرهای جوشکاری وجود دارد.
- در این روش پاشش وجود ندارد.
- این نوع از جوشکاری برای جوشکاری ورقهای کمتر از یک میلیمتر هم مناسب میباشد.
- با جوش تیگ امکان اتصال دو قطعه بدون استفاده از سیم جوش یا فیلر پرکننده وجود دارد.
معایب جوشکاری تیگ
با وجود مزایای بسیار مهم و تاثیرگذار روش تیگ، محدودیتها و معایبی نیز برای آن وجود دارد. هر چند که تاثیر منفی این معایب به اندازه تاثیر مثبت مزایای آن نبوده و کاربرد آن را محدود نمیکند اما دانستن آنها برای استفاده در موارد مختلف لازم بوده و میتواند باعث جلوگیری از مشکلات مختلف شود. در ادامه با برخی از این معایب و محدودیتها آشنا میشویم.
- انجام این روش از جوشکاری نیاز به مهارت و تخصص بالایی داشته و امکان استفاده از آن برای افراد مبتدی وجود ندارد.
- این روش از جوشکاری سرعت پایینی داشته و زمان زیادی را از شما میگیرد.
- تجهیزات این نوع از جوشکاری نسبتاً گران بوده و نیاز به سرمایه اولیهی بالایی دارد.
- استفاده از روش تیگ برای قطعاتی با ضخامت بیشتر از 10 میلیمتر مقرون به صرفه نبوده و بهتر است از روشهای دیگر استفاده شود.
- برای حفاظت از گاز محافظ نیاز به محیطی عاری از وزش باد میباشد.
- در صورت کار کردن به مدت طولانی امکان رخ دادن گرمازدگی وجود دارد.
- گازهای سمی حاصل از این روش میتواند آسیبهای جدیای را به افراد وارد کند.
- اشعههای مادون قرمز حاصل از این جوش میتواند اثرات مخربی را ایجاد کند.
کاربرد جوشکاری تیگ
مزایای مختلف جوشکاری تیگ باعث شده تا از این روش در صنایع مختلف استفاده شود. برخی از این صنایع عبارتند از:
- صنایع پتروشیمی
- صنایع هوا و فضا
- صنایع کشتیسازی
- دوچرخهسازی
- صنعت خودروسازی
- صنایع نظامی
البته کاربردهای این روش به موارد گفته شده محدود نمیشود و میتوان صدها مورد را برای آن ذکر کرد.
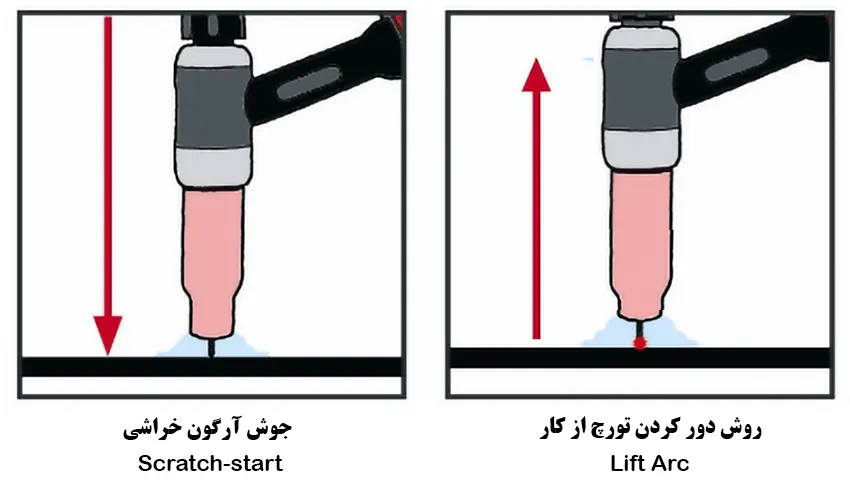
تفاوت جوش آرگون Lift Arc و جوش آرگون خراشی
جوش آرگون لیفت آرک و جوش آرگون خراشی هر دو روشهای جوشکاری آرگون هستند که از الکترود تنگستن غیر مصرفی استفاده میکنند. با این حال، بین این دو روش تفاوتهایی وجود دارد. در روش Lift Arc، قوس الکتریکی با دور کردن تورچ از قطعه کار ایجاد میشود. این روش برای جوشکاری فلزات نازک و ضخیم مناسب است. در روش خراشی، قوس الکتریکی با خراش دادن الکترود تنگستن روی قطعه کار ایجاد میشود. این روش برای جوشکاری فلزات نازک مناسب است.
جدول زیر تفاوتهای کلیدی بین جوش آرگون Lift Arc و جوش آرگون خراشی را نشان میدهد:
| ویژگی | جوش آرگون Lift Arc | جوش آرگون خراشی |
|---|---|---|
| نحوه ایجاد قوس الکتریکی | دور کردن تورچ از قطعه کار | خراش دادن الکترود تنگستن روی قطعه کار |
| مناسب برای جوشکاری | فلزات نازک و ضخیم | فلزات نازک |
| آسان بودن یادگیری | دشوارتر | آسان تر |
| احتمال آسیب به الکترود تنگستن | کمتر | بیشتر |
| مناسب برای جوشکاری فلزات ضخیم | بله | خیر |
جمعبندی
برای تعریف جوشکاری تیگ میتوان از عبارت”یکی از رایجترین، گستردهترین و منعطفترین روشهای جوشکاری” استفاده کرد. این روش که در صنایع مختلفی مثل پتروشیمی، هوا و فضا و خودروسازی کاربرد دارد به نامهای مختلفی مشهور شده است. به طور مثال چون استفاده از گاز آرگون در این روش رایج است به آن جوش آرگون نیز میگویند. یا چون در ایران از این روش برای جوش دادن آلومینیوم استفاده میشود نام دیگر جوشکاری تیگ را جوشکاری آلومینیوم نیز میدانند.
این روش از جوشکاری که نیاز به تجهیزاتی مثل منبع تغذیه، مشعل، الکترود، گاز محافظ و سیم جوش دارد از مزایای بسیار زیادی برخوردار بوده و معایبی را نیز شامل میشود. از مزایای این روش میتوان به کیفیت بالای جوش، امکان اتصال انواع فلزات و قابلیت جوش دادن فلزات غیرهمجنس اشاره کرده و محدودیتهایی مثل نیاز به مهارت بالا، سرعت پایین و ایجاد گازهای سمی را برای آن ذکر کرد. اما به هر حال مزایای این روش از جوشکاری بر معایب آن برتری داشته و باعث کاربرد گستردهی آن در صنایع مختلف شده است.
پرسش و پاسخ
جوشکاری تیگ پالسی چیست؟
TIG پالسی یکی از انواع جوشکاری تیگ است که به طور معمول برای اتصال فولادهای ضدزنگ و ورقهای نازک آلومینیوم و مس استفاده میشود.
جوشکاری تیگ خراشی چیست؟
سادهترین شکل جوشکاری تیگ که برای شروع آن نیاز به کشیدن الکترود روی قطعه کار میباشد جوشکاری TIG خراشی میباشد.
جوشکاری تیگ فرکانس بالا چیست؟
به روشی که به دلیل فرکانس بالا نیاز به تماس الکترود با قطعه کار نداشته و فقط با نزدیک کردن آن قوس ایجاد میشود جوشکاری TIG فرکانس بالا گفته میشود.
فرآیند, مقالات در گروه صبا | نویسنده : امین شاکری | بروزرسانی : 2 بهمن 1402










