
جوشکاری آرگون یکی از رایجترین روشهای جوشکاری است که از انواع جوشکاری قوس الکتریکی محسوب میشود. در این فرایند برخلاف روشهای دیگر جوشکاری، از یک الکترود غیرمصرفی از جنس تنگستن استفاده میشود تا جریان الکتریسیته را بین قطعه کار و الکترود انتقال دهد. الکترود تنگستن که مصرفی نمیباشد توسط ابزاری به نام تورچ جوشکاری تیگ نگه داشته شده و عملیات جوشکاری را به انجام میرساند. در جوشکاری آرگون ایجاد حوضچه مذاب میتواند باعث شود تا مناطق تحت حرارت اکسید شوند. به همین دلیل است که از گازهای خنثی استفاده شده و از اکسید شدن قطعات جلوگیری میشود. بهترین گاز برای این کار آرگون است که باعث شده تا نام این روش به جوشکاری تیگ آرگوننیز شناخته شود.
دستگاههایی که کار جوشکاری آرگون را انجام میدهند، دو نوع خاص جوش را عرضه میکنند که نوع اول عبارت است از جوش آرگون خراشی، و نوع دوم عبارت است از روش دور کردن تورچ از کار. در این مقاله با صباپروفیل همراه باشید تا به بررسی روش اول که جوش آرگون خراشی است، بپردازیم.
جوش آرگون خراشی
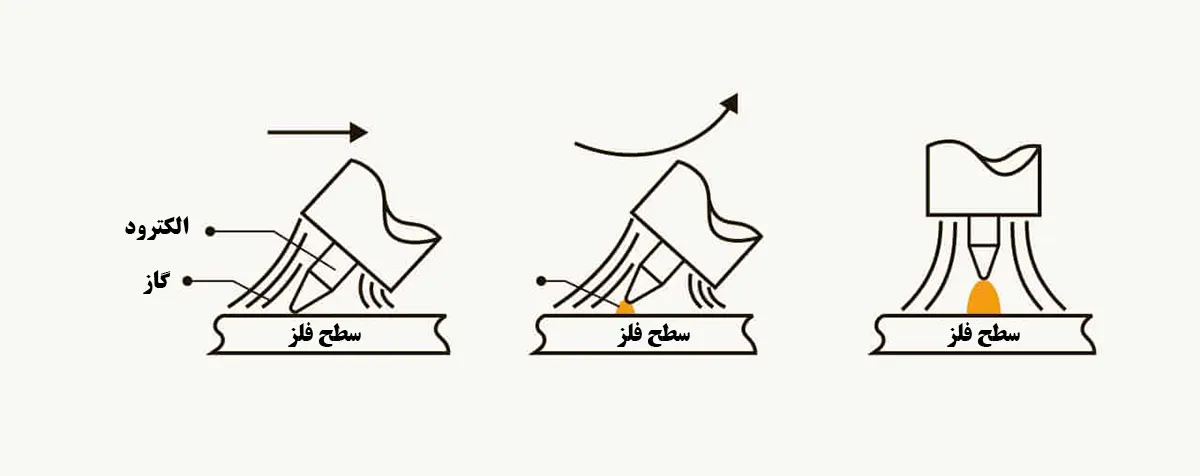
جوش آرگون خراشی (scratch start) یک روش جوشکاری است که در آن الکترود تنگستن به قطعه کار برخورد میکند تا قوس الکتریکی ایجاد شود. این روش سادهترین روش جوشکاری آرگون است و برای جوشکاری فلزات نازک مناسب است. در جوش آرگون خراشی، یک الکترود تنگستن غیر مصرفی در یک تورچ جوشکاری آرگون قرار میگیرد. گاز آرگون از طریق تورچ به ناحیه جوش جریان یافته و از اکسید شدن فلزات جلوگیری میکند.
مطلب مرتبط: آیا جوش آرگون خراشی به پروفیل سبک آسیب وارد میکند؟
برای شروع جوشکاری، جوشکار الکترود تنگستن را به قطعه کار میچسباند. این باعث ایجاد قوس الکتریکی میشود که فلز را ذوب میکند. جوشکار سپس الکترود تنگستن را از قطعه کار دور کرده تا یک حوضچه مذاب ایجاد شود. جوشکار با حرکت دادن الکترود تنگستن در امتداد حوضچه مذاب، فلز را ذوب میکند و یک جوش ایجاد میکند.
جوش آرگون خراشی یک روش ساده و سریع برای جوشکاری فلزات نازک است. این روش برای جوشکاری قطعات کوچک و دقیق مانند جواهرسازی و دندانپزشکی مناسب است. اما مشکل بزرگ جوش آرگون خراشی این است که الکترود تنگستن ممکن است در اثر برخورد با قطعه کار آسیب ببیند و این مشکل باعث شده که این نوع جوش برای جوشکاری فلزات ضخیم، بههیچوجه مناسب نباشد. برای مثال بهتر است از این جوش برای انواع پروفیل آهن، لوله مبلی و پروفیل سبک استفاده نشود و برای آنها به سراغ روش دور کردن تورچ از کار (Lift Arc) رفت.
جریان جوشکاری آرگون خراشی باید به درستی تنظیم شود. جریان جوشکاری باید به اندازه کافی زیاد باشد تا فلز را ذوب کند، اما نه آنقدر زیاد که الکترود تنگستن را ذوب کند و در ضمن باید از الکترود تنگستن با قطر مناسب استفاده کنید. الکترود تنگستن با قطر کوچکتر برای جوشکاری فلزات نازک مناسب است. همچنین باید سرعت حرکت الکترود تنگستن را کنترل کنید. سرعت حرکت الکترود تنگستن باید به اندازه کافی سریع باشد تا حوضچه مذاب بیش از حد بزرگ نشود.
فرآیند, مقالات در گروه صبا | نویسنده : امید مرادی | بروزرسانی : 14 آبان 1402










