ورقهای فولادی، محصولات فلزی هستند که از نورد فولاد خام تولید میشوند. ورقهای فولادی انواع مختلفی دارند و دارای ضخامتهای مختلفی هستند و میتوانند به صورت سرد یا گرم نورد شوند. ورقهای فولادی به دلیل خواص مکانیکی و فیزیکی مطلوب خود، کاربردهای گستردهای در صنایع مختلف دارند. ورق های فولادی بر اساس روش تولید، نوع پوشش، و خواص مکانیکی به انواع مختلفی تقسیم می شوند. برخی از رایج ترین انواع ورق های فولادی عبارتند از ورق سیاه، ورق روغنی، ورق گالوانیزه، ورق رنگی و ورق اسید شویی.
ماده خام مورد نیاز جهت تولید بسیاری از محصولات فلزی، به طور معمول به شکل ورق است. هر کدام از انواع ورقها مشخصات ویژهای داشته و برای اهداف خاصی تولید شده و مورد استفاده قرار میگیرند.
ورق اسیدشویی دستهای از ورقهای پرکاربرد میباشد. فرآیند اسید شویی یکی از عملیاتهایی است که به بهترین شکل میتوان ورقهای مرغوب و صیقلی را تولید کرد تا جایی که برای این ورقها، نام ورق اسیدشویی را انتخاب کردهاند.
ورق اسید شویی چیست؟
اسیدشویی یک فرآیند شیمیایی است که برای حذف چربیها، اکسیداسیونها، و سایر آلودگیها از سطح ورقهای فولادی استفاده میشود. این فرآیند معمولاً پس از نورد گرم ورقها انجام میشود.
در فرآیند اسیدشویی، ورقهای فولادی به تانکهای اسید کلریدریک وارد میشوند. اسید کلریدریک با چربیها و سایر آلودگیها واکنش میدهد و آنها را در محلول حل میکند. پس از اتمام فرآیند اسیدشویی، ورقها با آب شستشو داده میشوند تا اسید کلریدریک باقیمانده از سطح آنها پاک شود.
اسیدشویی مزایای مختلفی دارد. این فرآیند باعث میشود که سطح ورقهای فولادی صاف و صیقلی شود. همچنین، اسیدشویی باعث افزایش مقاومت ورقهای فولادی در برابر خوردگی میشود.
با توجه به تعریف ارائه شده، تغییراتی که طی آن چربیها از روی ورقی که به وسیله نورد گرم به ضخامت مورد نظر رسیده است، با استفاده از اسید کلریدریک از ورق پاک میشود، دقیقاً همان فرآیند اسیدشویی است.
ورق اسیدشویی شده شبیه به ورق روغنی است. هر دوی این ورقها از فولاد کربنی ساخته میشوند و دارای سطحی صاف و صیقلی هستند. تفاوت اصلی بین این دو ورق در نحوه تولید آنها است. ورق روغنی به صورت سرد نوردیده میشود، در حالی که ورق اسیدشویی شده به صورت گرم نوردیده میشود و سپس اسیدشویی میشود.
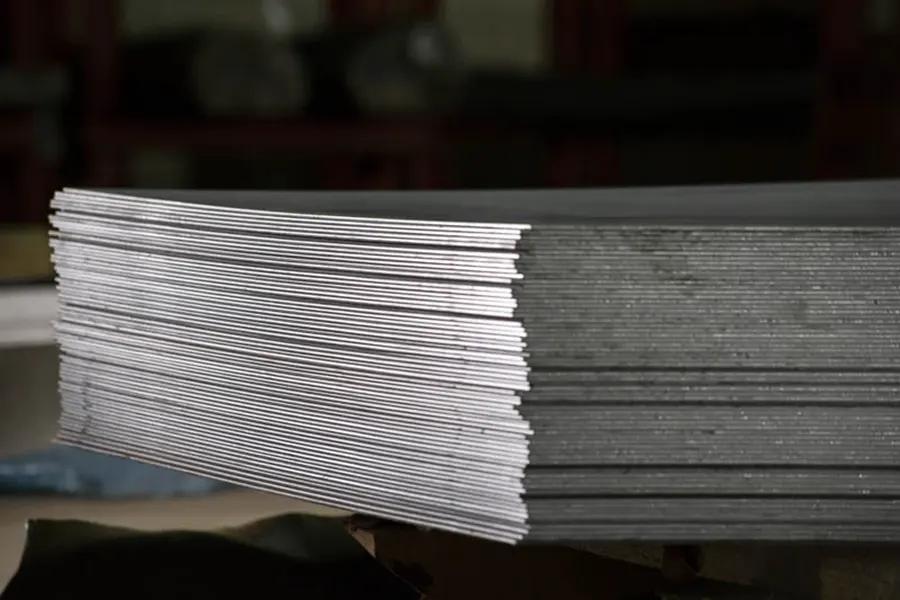
ورق اسیدشویی شده در دو شکل رول و شیت (فابریک و برشی) تولید میشود. رولهای ورق اسیدشویی شده معمولاً در دو عرض 100 سانتیمتر و 125 سانتیمتر تولید میشوند. ورقهای اسیدشویی شده معمولاً دارای سایزهای 1.5 تا 6 میلیمتر هستند.
مهمترین اسیدهایی که معمولاً در فرآیند اسیدشویی ورق اسید شویی استفاده میشوند، عبارتند از:
- اسید کلریدریک (HCl): اسید کلریدریک یک اسید قوی است که برای از بین بردن اکسیداسیون و سایر ناخالصیهای سطح ورق فولادی استفاده میشود. این اسید همچنین برای کاهش تنش سطحی ورق فولادی و بهبود قابلیت شکلپذیری آن استفاده میشود.
- اسید فسفریک (H3PO4): اسید فسفریک یک اسید ضعیفتر از اسید کلریدریک است، اما برای از بین بردن ناخالصیهای سطحی ورق فولادی، مانند اکسید آهن، بسیار موثر است. این اسید همچنین برای بهبود مقاومت در برابر خوردگی ورق فولادی استفاده میشود.
- اسید نیتریک (HNO3): اسید نیتریک یک اسید قوی است که برای از بین بردن ناخالصیهای سطحی ورق فولادی، مانند اکسید آهن، بسیار موثر است. این اسید همچنین برای بهبود خواص مکانیکی ورق فولادی، مانند استحکام تسلیم و استحکام کششی، استفاده میشود.
- اسید هیدروکلریک (HCl): اسید هیدروکلریک یک اسید قوی است که برای از بین بردن ناخالصیهای سطحی ورق فولادی، مانند اکسید آهن، بسیار موثر است. این اسید همچنین برای کاهش تنش سطحی ورق فولادی و بهبود قابلیت شکلپذیری آن استفاده میشود.
- اسید هیدروفلوریک (HF): اسید هیدروفلوریک یک اسید بسیار خورنده است که برای از بین بردن ناخالصیهای سطحی ورق فولادی، مانند اکسید آهن، بسیار موثر است. این اسید همچنین برای بهبود خواص مکانیکی ورق فولادی، مانند استحکام تسلیم و استحکام کششی، استفاده میشود.
- اسید سولفوریک (H2SO4): اسید سولفوریک یک اسید قوی است که برای از بین بردن ناخالصیهای سطحی ورق فولادی، مانند اکسید آهن، بسیار موثر است. این اسید همچنین برای بهبود خواص مکانیکی ورق فولادی، مانند استحکام تسلیم و استحکام کششی، استفاده میشود.
هر یک از اسیدهای بالا، میتوانند بهتنهایی یا در ترکیب با یکدیگر در فرآیند اسیدشویی استفاده شوند. چیزی که مهم است، غلظت اسید و قدرت خورندگی آن است که نباید از حد مشخصی بیشتر باشد، وگرنه به ورق آسیب وارد خواهد شد. در میان اسیدها، اسید نیتریک از سایرین، چربیزدایی بیشتری داشته و خطر نفوذ هیدروژن به بافت ورق را کاهش میدهد. بااینحال، این اسید، ریسک آسیبزنندگی بیشتری دارد، به همین دلیل، امروزه اسید کلریدریک، اصلیترین ماده در تولید ورق اسیدشویی محسوب میشود.
بزرگترین مشکل اسیدکلریدریک نسبت به اسید سولفوریک، فرار بودن زیاد آن است. بنابراین تانک های اسیدشویی در برگیرنده اسید کلریدریک، باید به خوبی آب بندی شوند تا از فرار اسید جلوگیری شود. عملیات اسیدشویی پیوسته، بوسیله 3 تا 5 تانک در بردارنده اسید با غلظتهای متفاوت انجام میپذیرد. طول تانکها حدوداً 2 تا 2.5 متر بوده و پشت سر هم قرار میگیرند.
چرا بعضی کارخانه ها به جای استفاده از ورق روغنی، از ورق اسید شویی استفاده می کنند؟
همانطور که گفتیم اسیدشویی یک فرآیند شیمیایی است که برای حذف چربیها، اکسیداسیونها، و سایر آلودگیها از سطح ورقهای فولادی استفاده میشود. این فرآیند معمولاً پس از نورد گرم ورقها انجام میشود. هدف از انجام فرآیند اسیدشویی، رسیدن به کیفیت سطحی مطلوب برای ورود به عملیات نورد سرد و تولید ورق روغنی است. ورق روغنی دارای سطحی صاف و صیقلی است و مقاومت بالایی در برابر خوردگی دارد و بسیار پرکاربرد نیز میباشد.
اما ممکن است کارگاهها و کارخانههای کوچکی که محصولات نورد سرد مانند قوطی و پروفیل، لوله، نبشی، ناودانی و غیره را تولید میکنند، بهجای خرید ورق نورد سرد (یعنی ورق روغنی)، ورق اسید شویی را به دلیل قیمت پایینتر آن خریداری کنند و خودشان فرایند نورد سرد را در زمان تولید محصولات عملیاتی کنند.
ورق اسید شویی دارای سطحی ناصافتر از ورق روغنی است. این امر به این دلیل است که ورق اسید شویی تحت عملیات نورد سرد قرار نگرفته است. با این حال، ورق اسید شویی نیز برای تولید محصولات نورد سرد قابل استفاده است. البته کیفیت محصولات تولید شده از ورق اسید شویی ممکن است کمی پایینتر از محصولات تولید شده از ورق روغنی باشد.
در نهایت، انتخاب بین ورق روغنی و ورق اسید شویی به عوامل مختلفی بستگی دارد، از جمله:
- کیفیت مورد نیاز محصول
- بودجه
- تجهیزات و امکانات کارخانه
اگر کیفیت محصول برای شما بسیار مهم است، بهتر است از ورق روغنی استفاده کنید. اما اگر بودجه شما محدود است یا امکانات لازم برای تولید ورق روغنی را ندارید، میتوانید از ورق اسید شویی استفاده کنید.
وان اسید شویی چیست؟

وانهای اسید، مهمترین بخش فرآیند اسیدشویی به حساب میآیند. این وانها معمولاً از جنس فولاد ضد زنگ یا سایر مواد مقاوم در برابر اسید ساخته میشوند. ورقهای فولادی خام در این وانها قرار میگیرند و در معرض جریان اسیدی مانند اسید هیدروکلریک قرار میگیرند.
غلظت اسید هیدروکلریک مورد استفاده در وانهای اسید بین 2 تا 10 درصد است. این غلظت به نوع ورق فولادی و کیفیت مورد نیاز آن بستگی دارد. دمای اسید نیز بین 82 تا 93 درجه سانتیگراد نگهداری میشود. دمای بالاتر باعث افزایش سرعت واکنش شیمیایی بین اسید و اکسید آهن میشود.
بهمنظور جلوگیری از حمله اسید به فولادِ زیرِ پوسته (فلز پایه)، بازدارندههای شیمیایی را به این ترکیب اسیدی اضافه میکنند. این بازدارندهها با تشکیل یک لایه محافظ روی سطح فولاد، از آن در برابر خوردگی محافظت میکنند.
ورق فولادی، بخش وان اسیدی را با سرعت 164.5 متر بر دقیقه پشت سر میگذارد و سپس با افشانههای آب شسته شده و با هوا خشک میشود و در نهایت ورق اسید شویی تمیز با رنگی نقرهای و مات به دست میآید.
در دو سر ورودی و خروجی مخازن اسید از آکومولاتور استفاده میشود. آکومولاتور یک مخزن ذخیرهسازی است که برای حفظ فشار و یکنواختی جریان مایعات استفاده میشود. در خط تولید ورق اسیدشویی، آکومولاتور باعث میشود که اسید هیدروکلریک با سرعت و فشار ثابتی وارد وانهای اسید شود. این امر باعث میشود که فرآیند اسید شویی بهطور پیوسته و بدون وقفه انجام شود.
علاوه بر این، آکومولاتور باعث میشود که سطح اسید در وانها ثابت بماند. این امر از تلاطم و کاهش یا افزایش میزان اسید جلوگیری میکند. تلاطم اسید میتواند باعث آسیب به ورقهای فولادی شود و کاهش یا افزایش میزان اسید نیز میتواند بر کیفیت فرآیند اسید شویی تأثیر بگذارد.
در مجموع، آکومولاتور نقش مهمی در خط تولید ورق اسیدشویی دارد. این دستگاه باعث میشود که فرآیند اسید شویی بهطور ایمن و با کیفیت بالا انجام شود.
این امر هم برای حفظ بهره برداری، و هم برای جلوگیری از لکه دار شدن ورقها، که ممکن است هنگام توقف بین وان های اسید و خشک کننده هوا رخ دهد، ضروری است.
فرآیند اسیدشویی ورق فولادی
بعضی از فرآیندهایی که در بخش فولاد مورد استفاده قرار میگیرند را به راحتی میتوان از نام آنها به ماهیتشان پیبرد. برای نمونه همین ورق اسیدشویی. شما از شنیدن فرآیند اسیدشویی میتوانید به راحتی متوجه شوید که در آن، فولاد با اسید شسته میشود و خب به طور دقیق این اتفاق نیز میافتد. به طور کلی فرآیند اسید شویی ورق آهن به فرآیندی گفته میشود که پس از تولید ورق گرم، به منظور زدودن اکسید شدگیها و لایههای کربنی انجام میگردد.
ورق فولادی در یک وان بزرگ محتوی مایع اسیدی به همراه محلول اسید کلرید هیدروژن (HCl) فروبرده شده تا کلیه ناخالصیهای سطح آن به طور کامل از بین برود.
جالب است که بدانید فرآیند اسیدشویی تنها برای ورق فولادی انجام نمیشود، برخی دیگر از انواع محصولات فولادی نظیر مفتولهای کششی نیز مورد اسید شویی قرار میگیرند. مفتولهای کششی، مفتولهایی هستند که برای کاربردهای کششی مورد استفاده قرار میگیرند. این مفتولها باید دارای سطحی صاف و صیقلی باشند تا مقاومت آنها در برابر خوردگی افزایش یابد. اسیدشویی مفتولهای کششی با استفاده از اسید کلریدریک یا اسید سولفوریک انجام میشود. این اسیدها با اکسید آهن و سایر ناخالصیهای سطح مفتول واکنش داده و آنها را به محلول حل میکنند. مفتولهای کششی با گرید های SAE 1006 و SAE 1008، که برای کاربردهای کششی مورد استفاده قرار میگیرند، معمولاً مورد اسید شویی قرار میگیرند. این مفتولها دارای استحکام تسلیم بالایی هستند و برای ساخت قطعاتی که باید تحت بارهای کششی قرار گیرند، استفاده میشوند.
اسیدشویی ورق یک فرآیند شیمیایی است که برای حذف اکسید آهن و سایر ناخالصیهای تشکیل شده بر روی ورقهای گرم استفاده میشود. این فرآیند معمولاً پس از نورد گرم ورقها انجام میشود. اکسید آهن، که به عنوان زنگ آهن نیز شناخته میشود، ترکیبی شیمیایی از آهن و اکسیژن است. این ترکیب در اثر واکنش آهن با اکسیژن در هوا تشکیل میشود. اکسید آهن میتواند به صورت لایههای نازک یا ضخیم روی سطح آهن تشکیل شود.
شما ممکن است اکسید آهن را به عنوان زنگ آهن بشناسید، اما حداقل ۱۵ آلوتروپ شناخته شده دیگر از اکسید آهن وجود دارد. اکسید آهن یک ترکیب یونی است که از یک یون Fe2+ یا Fe3+ و یک یون O2- تشکیل شده است. ترکیبات یونی میتوانند در ساختارهای مختلفی وجود داشته باشند که به آنها آلوتروپ گفته میشود.
آلوتروپهای مختلف اکسید آهن دارای خواص فیزیکی و شیمیایی مختلفی هستند. برخی از این آلوتروپها پایدارتر از سایرین هستند. برخی از آلوتروپهای شناخته شده اکسید آهن عبارتند از:
- هماتیت (Fe2O3): این آلوتروپ پایدارترین آلوتروپ اکسید آهن است. هماتیت به رنگ قرمز مایل به قهوه ای است و در طبیعت به صورت سنگ معدن یافت می شود.
- مگنتیت (Fe3O4): این آلوتروپ نیز پایدار است و دارای خاصیت مغناطیسی است. مگنتیت به رنگ سیاه است و در طبیعت به صورت سنگ معدن یافت می شود.
- لیمونیت (FeO(OH)): این آلوتروپ به رنگ زرد مایل به قهوه ای است و در طبیعت به صورت سنگ معدن یافت می شود.
- گِل آهن (Fe2O3.H2O): این آلوتروپ به رنگ قرمز مایل به قهوه ای است و در طبیعت به صورت خاک یافت می شود.
- فریت (FeO): این آلوتروپ پایدار نیست و به راحتی با اسید واکنش می دهد. فریت به رنگ سیاه است و در طبیعت به صورت سنگ معدن یافت نمی شود.
هنگامی که فولاد به صورت گرم تولید میشود، در دمای بالای تبلور مجدد، اکسیژن با لایه بیرونی آهن واکنش داده و یک لایه پوسته پوسته اکسیدی تولید میکند. این لایه کار با فولاد و رنگ آمیزی آن را دشوار میکند. اسیدشویی ورق با استفاده از اسید کلریدریک، اسید سولفوریک، یا اسید هیدروکلریک انجام میشود. این اسیدها با اکسید آهن واکنش داده و آن را در محلول حل میکنند.
در فرآیند اسیدشویی ورق، ورقهای فولادی ابتدا تمیز میشوند تا از هرگونه چربی، روغن، یا سایر آلودگیها پاک شوند. سپس ورقها وارد وان اسید میشوند. مدت زمان قرار گرفتن ورقها در وان اسید به نوع اسید مورد استفاده و ضخامت ورق بستگی دارد.
پس از اتمام فرآیند اسیدشویی، ورقها با آب شستشو داده میشوند تا اسید باقیمانده از سطح آنها پاک شود. اسیدشویی ورق مزایای مختلفی دارد، از جمله بهبود ظاهر سطح ورق، تسهیل کار با ورق، افزایش قابلیت رنگ آمیزی ورق و افزایش مقاومت ورق در برابر خوردگی.

مراحل تولید ورق اسید شویی عبارت است از:
- بارگیری ورق: در شروع این فرآیند، ورقها بر روی حمل کننده ورق بارگیری میشوند. این حمل کننده به طور معمول یک یا چند رول ورق را بارگیری کرده و به ابتدای خط تولید ورق اسید شویی منتقل میکند.
- باز شدن کلاف: پس از قرار گرفتن رول ورق سیاه در مقابل خط تولید ورق اسید شویی، تسمه بسته بندی رول ورق باز شده و ورق توسط جکهای هیدرولک و اتوماتیک مهار میشود.
- صاف کردن ورق: پس از باز شدن کلاف ورق، ورق از میان غلتکهای صاف کننده عبور میکند. این غلتکها به صورت متناوب و با سرعتی کنترل شده، ورق را خم و راست میکنند. این فرآیند باعث میشود که هر گونه اعوجاج و موج در ورق به طور کامل از بین برود. غلتکهای به کار رفته در این مرحله به اندازه غلتکهای نورد سرد نیرو وارد نمیکنند، اما به هر حال این عمل به نوعی نورد سرد در نظر گرفته میشود. صاف کردن ورق باعث میشود که ورق دارای سطحی صاف و صیقلی شود. این امر باعث میشود که ورق برای فرآیندهای بعدی، مانند نورد سرد و رنگ آمیزی، آماده شود.
- لبه گیری ورق: پس از عبور ورق از غلتکهای صاف کننده و موج گیر، ورق ممکن است دارای لبههایی باشد. این لبهها میتوانند به دلیل خم شدن ورق در فرآیند صاف کردن یا موج گیری ایجاد شوند. لبه گیری ورق با استفاده از دستگاههای لبه گیر انجام میشود. این دستگاهها دارای غلتکهایی هستند که ورق را به صورت متناوب میچرخانند و لبههای آن را برش میدهند. لبه گیری ورق باعث میشود که ورق دارای سطحی صاف و صیقلی شود. این امر باعث میشود که ورق برای فرآیندهای بعدی، مانند نورد سرد و رنگ آمیزی، آماده شود. تنظیمات دستگاه لبه گیر باید به گونهای باشد که ورق به طور کامل لبه گیری شود، اما دچار آسیب نشود. در برخی موارد، لبه گیری ورق به عنوان یک مرحله جداگانه از فرآیند تولید ورق اسید شویی انجام می شود. در این حالت، ورق پس از باز شدن کلاف و قبل از عبور از غلتکهای صاف کننده، لبه گیری میشود.
- شستشوی ورق: شستشوی ورق در دو مرحله انجام میشود. مرحله اول، شستشوی اولیه است. در این مرحله، آلودگیهای سطحی ورق، مانند خاک، چربی، و سایر چسبندگیها، با استفاده از یک محلول شوینده، معمولاً حاوی هیدروکسید سدیم، از سطح ورق پاک میشوند. مرحله دوم، شستشوی ثانویه است. در این مرحله، ورق با آب خالص شسته میشود تا تمام آثار محلول شوینده از سطح آن پاک شود. شستشوی ورق باعث میشود که سطح ورق برای فرآیند اسیدشویی آماده شود. در فرآیند شستشوی ورق، عوامل مختلفی باید در نظر گرفته شوند، از جمله نوع ورق، ضخامت ورق و نوع محلول شوینده. با توجه به عوامل فوق، تنظیمات دستگاههای شستشوی ورق باید به گونهای باشد که ورق به طور کامل شسته شود، اما دچار آسیب نشود.
- آغشته کردن به اسید اولیه: در این مرحله، ورق از وانهایی حاوی کلرید آهن به صورت رفت و برگشتی عبور میکند. این مرحله تا زمانی ادامه مییابد تا کلیه بافت ورق به این ماده به طور کامل آغشته گردد. کلرید آهن یک ماده شیمیایی است که با اکسید آهن واکنش میدهد و آن را در محلول حل میکند. این امر باعث میشود که ورق کاملاً از اکسید آهن و سایر ناخالصیها پاک شود. آغشته کردن به اسید اولیه باعث میشود که سطح ورق برای فرآیند اسید شویی آماده شود.
- اسید شویی: در این مرحله، ورق از وانهایی حاوی اسید هیدروکلریک یا کلرید هیدروژن عبور میکند. اسید هیدروکلریک یک ماده شیمیایی است که با اکسید آهن واکنش میدهد و آن را در محلول حل میکند. همچنین با لایههای زنگ و کربن موجود در سطح فولاد واکنش میدهد و آنها را نیز در محلول حل میکند. اسید شویی تا زمانی انجام میشود که کلیه اکسیدها و لایههای زنگ و کربن از سطح فولاد زدوده شده و فولاد براق به نظر برسد. پس از اتمام فرآیند اسید شویی، ورق بلافاصله با یک ماده شیمیایی قلیایی شسته می شود تا اسید باقیمانده از سطح آن پاک شود. این امر باعث می شود که ورق از خوردگی در امان بماند.
- خشک کردن ورق: مرحله خشک کردن ورق یکی از مراحل مهم در تولید ورق اسید شویی است. در این مرحله، پس از اینکه عملیات اسید شویی انجام شد، کلیه رطوبت سطح ورق باید گرفته شود تا ورق کاملاً خشک شود. این کار به دو دلیل انجام می شود: جلوگیری از خوردگی ورق: رطوبت موجود بر روی ورق میتواند باعث خوردگی ورق شود. بنابراین، خشک کردن ورق ضروری است تا از خوردگی آن جلوگیری شود. آماده سازی ورق برای مراحل بعدی: مراحل بعدی تولید ورق، مانند رنگ آمیزی، بر روی ورق خشک انجام میشود. بنابراین، خشک کردن ورق ضروری است تا این مراحل به درستی انجام شوند. در این مرحله، پس از اینکه مواد اسیدی و آب موجود بر روی ورق به طور کامل از طریق سیستم تخلیه برداشته شد، یک سیستم دمش هوا بر روی ورق فعال میشود. این سیستم دمش هوا، رطوبت موجود بر روی ورق را به طور کامل از بین میبرد. سیستم دمش هوا معمولاً از یک سری فنهای پرقدرت تشکیل شده است. این فنها، هوا را با فشار زیاد به سمت ورق میدمند. این کار باعث میشود که رطوبت موجود بر روی ورق به صورت قطرات ریز از آن جدا شود و به سمت پایین هدایت شود. در برخی موارد، ممکن است از سیستمهای خشک کن دیگری نیز برای خشک کردن ورق استفاده شود. به عنوان مثال، ممکن است از سیستمهای خشک کن حرارتی استفاده شود. سیستمهای خشک کن حرارتی، با استفاده از حرارت، رطوبت موجود بر روی ورق را از بین میبرند. انتخاب نوع سیستم خشک کن به عوامل مختلفی بستگی دارد، از جمله نوع ورق، میزان رطوبت موجود بر روی ورق و سرعت خشک کردن مورد نیاز.
- روغن کاری: مرحله روغن کاری آخرین مرحله در فرآیند تولید ورق اسید شویی است. در این مرحله، روغن بر روی سطح ورق اعمال میشود. در این مرحله، روغن از طریق تجهیزات روغن کاری هیدروستاتیک بر روی سطح ورق اعمال میشود. تجهیزات روغن کاری هیدروستاتیک، یک مخزن روغن را به طور مداوم با فشار بالا به سمت ورق پمپاژ میکنند. این کار باعث میشود که روغن به طور یکنواخت بر روی سطح ورق پخش شود. نوع روغن مورد استفاده برای روغن کاری ورق اسید شویی، معمولاً روغن معدنی است. این روغن، دارای خاصیت ضد خوردگی است و از ورق در برابر خوردگی محافظت میکند. میزان روغن مورد استفاده برای روغن کاری ورق اسید شویی، به عوامل مختلفی بستگی دارد، از جمله نوع ورق، نوع روغن و شرایط محیطی. روغن کاری ورق اسید شویی، یک مرحله مهم و ضروری در فرآیند تولید این نوع ورق است. این کار به حفظ کیفیت ورق و جلوگیری از خوردگی آن کمک میکند.
- کلاف مجدد: در این مرحله، ورق اسید شویی شده، مجدداً به صورت کلاف بسته بندی میشود. ورق اسید شویی شده، معمولاً در ابعاد بزرگ تولید میشود. بنابراین، کلاف کردن ورق، باعث افزایش سهولت در حمل و نقل و انبارداری آن میشود. کلاف کردن ورق همچنین باعث افزایش حفاظت از آن در برابر آسیب های فیزیکی میشود. در این مرحله، ورق اسید شویی شده، از دستگاه روغن کاری خارج شده و وارد دستگاه کلاف مجدد میشود. دستگاه کلاف مجدد، ورق را به صورت رول می پیچد و آن را آماده حمل و نقل یا انبارداری می کند. در نهایت، ورق اسید شویی شده، به صورت رول، آماده عرضه به بازار میشود.
کیفیت ورق اسید شویی
ورقهای فولادی به دو روش گرم و سرد تولید میشوند. کیفیت سطوح ورقهای اسیدشویی شده تا حدودی با ورقهای روغنی برابری میکنند. ورق اسیدشویی از جمله ورقهای آلیاژی پرکاربرد است که از ورق نورد گرم یا ورق سیاه تولید میشود. استفاده از این محصول در مواردی که ظاهر و کیفیت سطح مورد توجه باشد، مرسوم است.
انواع ورق اسید شویی
استاندارد DIN 1614
استاندارد DIN 1614 یک استاندارد آلمانی برای ورقهای فولادی اسید شویی است. این استاندارد مشخصات فنی ورقهای فولادی اسید شویی را در چهار گرید اصلی، StW22، USt23، RRStW23 و StW24، تعیین میکند.
- ورق اسید شویی StW22: ورق اسید شویی StW22 یک ورق فولادی کم کربن با استحکام تسلیم 220 نیوتن بر میلیمتر مربع است. این ورق دارای سطح صاف و یکنواختی است که برای ساخت قطعات فولادی غیر آلیاژی با استفاده از قالب گیری و کشش سرد بسیار مناسب است.
- ورق اسید شویی USt23: ورق اسید شویی USt23 یک ورق فولادی کم کربن با استحکام تسلیم 230 نیوتن بر میلیمتر مربع است. این ورق دارای سطح صاف و یکنواختی است که برای ساخت قطعات فولادی غیر آلیاژی با استفاده از قالب گیری و کشش سرد بسیار مناسب است.
- ورق اسید شویی RRStW23: ورق اسید شویی RRStW23 یک ورق فولادی کم کربن با استحکام تسلیم 230 نیوتن بر میلیمتر مربع و مقاومت در برابر خوردگی بالا است. این ورق دارای سطح صاف و یکنواختی است که برای ساخت قطعات فولادی غیر آلیاژی با استفاده از قالب گیری و کشش سرد بسیار مناسب است.
- ورق اسید شویی StW24: ورق اسید شویی StW24 یک ورق فولادی کم کربن با استحکام تسلیم 240 نیوتن بر میلیمتر مربع است. این ورق دارای سطح صاف و یکنواختی است که برای ساخت قطعات فولادی غیر آلیاژی با استفاده از قالب گیری و کشش سرد بسیار مناسب است.
استاندارد DIN 1614، مشخصات زیر را برای ورقهای فولادی اسید شویی تعیین میکند:
- ترکیب شیمیایی: درصد کربن، منگنز، فسفر، گوگرد و نیتروژن
- خواص مکانیکی: استحکام تسلیم، استحکام کششی، درصد ازدیاد طول و سختی
- خواص جوشکاری: خواص جوشکاری ورق
- خواص خوردگی: مقاومت در برابر خوردگی ورق
ورقهای فولادی اسید شویی با استاندارد DIN 1614 برای کاربردهای مختلفی در صنایع مختلف استفاده میشوند. این ورقها به دلیل سطح صاف و یکنواخت خود، برای ساخت قطعات فولادی غیر آلیاژی با استفاده از قالب گیری و کشش سرد بسیار مناسب هستند.
تفاوت اصلی بین ورقهای اسید شویی در استحکام تسلیم آنها است. ورقهای اسید شویی StW22 و USt23 دارای استحکام تسلیم 220 نیوتن بر میلی متر مربع هستند، در حالی که ورق های اسید شویی RRStW23 و StW24 دارای استحکام تسلیم 230 و 240 نیوتن بر میلیمتر مربع هستند.
علاوه بر استحکام تسلیم، ورقهای اسید شویی ممکن است از نظر مقاومت در برابر خوردگی نیز متفاوت باشند. ورقهای اسید شویی RRStW23 دارای مقاومت در برابر خوردگی بالاتری نسبت به سایر ورقهای اسید شویی هستند.
انتخاب نوع ورق اسید شویی مناسب به نیازهای خاص کاربرد بستگی دارد. اگر به یک ورق اسید شویی با استحکام تسلیم بالا نیاز دارید، ورقهای StW23 یا StW24 گزینههای خوبی هستند. اگر به یک ورق اسید شویی با مقاومت در برابر خوردگی بالا نیاز دارید، ورق RRStW23 گزینه مناسبی است.
استاندارد BS EN 10111
استاندارد BS EN 10111 یک استاندارد اروپایی برای ورقهای فولادی اسید شویی است. این استاندارد مشخصات فنی ورقهای فولادی اسید شویی را در چهار گرید اصلی، DD11، DD12، DD13 و DD14، تعیین میکند که عبارتند از:
- ورق اسید شویی DD11: ورق اسید شویی DD11 یک ورق فولادی کم کربن با استحکام تسلیم 220 نیوتن بر میلیمتر مربع است. این ورق دارای سطح صاف و یکنواختی است که برای ساخت قطعات فولادی غیر آلیاژی با استفاده از قالب گیری و کشش سرد بسیار مناسب است.
- ورق اسید شویی DD12: ورق اسید شویی DD12 یک ورق فولادی کم کربن با استحکام تسلیم 230 نیوتن بر میلیمتر مربع است. این ورق دارای سطح صاف و یکنواختی است که برای ساخت قطعات فولادی غیر آلیاژی با استفاده از قالب گیری و کشش سرد بسیار مناسب است.
- ورق اسید شویی DD13: ورق اسید شویی DD13 یک ورق فولادی کم کربن با استحکام تسلیم 240 نیوتن بر میلیمتر مربع است. این ورق دارای سطح صاف و یکنواختی است که برای ساخت قطعات فولادی غیر آلیاژی با استفاده از قالب گیری و کشش سرد بسیار مناسب است.
- ورق اسید شویی DD14: ورق اسید شویی DD14 یک ورق فولادی کم کربن با استحکام تسلیم 250 نیوتن بر میلی متر مربع است. این ورق دارای سطح صاف و یکنواختی است که برای ساخت قطعات فولادی غیر آلیاژی با استفاده از قالب گیری و کشش سرد بسیار مناسب است.
تفاوت اصلی بین ورق های اسید شویی در استحکام تسلیم آنها است. ورق های اسید شویی DD11 و DD12 دارای استحکام تسلیم 220 نیوتن بر میلیمتر مربع هستند، در حالی که ورقهای اسید شویی DD13 و DD14 دارای استحکام تسلیم 240 و 250 نیوتن بر میلیمتر مربع هستند.
علاوه بر استحکام تسلیم، ورقهای اسید شویی ممکن است از نظر مقاومت در برابر خوردگی نیز متفاوت باشند. ورقهای اسید شویی DD12 و DD13 دارای مقاومت در برابر خوردگی بالاتری نسبت به ورقهای اسید شویی DD11 و DD14 هستند.
انتخاب نوع ورق اسید شویی مناسب به نیازهای خاص کاربرد بستگی دارد. اگر به یک ورق اسید شویی با استحکام تسلیم بالا نیاز دارید، ورقهای DD13 یا DD14 گزینههای خوبی هستند. اگر به یک ورق اسید شویی با مقاومت در برابر خوردگی بالا نیاز دارید، ورق DD12 یا DD13 گزینه مناسبی است.
کاربردهای ورق اسیدشویی
ورق اسید شویی میتواند بهطور مستقیم در صنایعی مانند صنایع تولید لولههای انتقال آب و انرژی، صنعت خودروسازی با مصارفی مانند تولید شاسی، رینگ و چرخ، صنایع تولید مخازن پرفشار مایعات و گازها مانند انواع سیلندر گاز، کشتیسازی و ساخت اسکله، صنایع تولید لوازم خانگی و ساخت لوله و پروفیل بهمنظور استفاده در صنعت ساختمانسازی و ساخت سازههای شهری و عمرانی، استفاده شود.
اما غیر از کاربرد مستقیم، مهمترین کاربرد ورق اسیدشویی، استفاده از آن بهعنوان ورق پایه در تولید ورق نورد سرد یا روغنی است. طی فرآیند نورد سرد، ورق در دمای پایین از بین غلطکهای متعددی عبور کرده تا به ضخامت مورد نظر برسد. وجود چربی، آلودگی و انواع اکسید روی سطح ورق، نهتنها رسیدن به ضخامت دقیق را دشوار و زمانبر میکند، بلکه به غلطکها نیز آسیب میرساند. بهاینترتیب میتوان گفت که تولید ورق اسیدشویی، یکی از مراحل تولید ورق نورد سرد است.
همچنین ورق اسیدشویی بهعنوان یک محصول پایه برای تولید ورق گالوانیزه نیز محسوب میشود. در این فرآیند ورق با اسید شسته شده، وارد وانی از روی یا زینک مذاب با دمای مشخص میشود. با تشکیل یک لایه فلز زینک، روی ورق، مقاومت آن در برابر خوردگی تا دهها سال افزایش مییابد. بدون اسیدشویی، امکان دستیابی به لایه زینک یکنواخت و با پوشش کامل، وجود ندارد. ورق گالوانیزه بهشکل مستقیم یا پس از فرآیند رنگآمیزی الکترواستاتیکی وارد بازار میشود. به ورق رنگآمیزیشده گالوانیزه، ورق رنگی نیز گفته میشود. اسیدشویی ورق، سبب پوشش بهتر و یکنواختتر رنگ و دوام آن نیز میشود.
پس همانطور که مشاهده میکنید قیمت ورق اسید شویی با قیمت ورق روغنی و قیمت ورق گالوانیزه کاملاً در ارتباط بوده و بر هم تاثیر میگذارند.
قیمت ورق اسید شویی
قیمت ورق اسید شویی معمولاً از قیمت ورق سیاه که در نتیجه نورد گرم ساخته میشود، گرانتر و از ورق روغنی که در نتیجه فرآیند نورد سرد ساخته میشود، ارزانتر است.
قیمت انواع ورق از جمله ورق اسیدشویی به عوامل مختلفی از جمله کشور و برند تولیدکننده، نحوه تولید و ابعاد آن بستگی دارد. ورق های اسیدشویی تولید شده در کشورهای توسعه یافته، معمولاً دارای قیمت بالاتری نسبت به ورق های اسیدشویی تولید شده در کشورهای در حال توسعه هستند برای مثال ورق های اسیدشویی تولید شده در کشورهای توسعه یافته، مانند آلمان، ژاپن، و کره جنوبی، معمولاً دارای قیمت بالاتری نسبت به ورق های اسیدشویی تولید شده در کشورهای در حال توسعه، مانند پاکستان و هند هستند. این امر به دلیل هزینه های بالاتر تولید ورق در کشورهای توسعه یافته است.
همچنین، ورق های اسیدشویی تولید شده توسط برندهای معتبر، معمولاً دارای قیمت بالاتری نسبت به ورق های اسیدشویی تولید شده توسط برندهای ناشناخته هستند.
نحوه تولید و استفاده از روشهای جدید و نوین نیز تاثیر زیادی بر قیمت این ورقها میگذارند، این امر به دلیل استفاده از تجهیزات و مواد اولیه پیشرفته در روش های مدرن تولید ورق اسیدشویی است. ورق های اسیدشویی تولید شده با روش های مدرن، معمولاً دارای کیفیت بالاتری نسبت به ورقهای تولید شده با روش های سنتی بوده و معمولاً دارای سطحی صاف و صیقلیتر و مقاومت بالاتری در برابر خوردگی هستند. بنابراین، قیمت این ورق ها نیز بالاتر است.
در نهایت، می توان گفت که قیمت ورق اسیدشویی تحت تاثیر عوامل مختلفی قرار دارد. برای تعیین قیمت این محصول، باید به تمامی عوامل موثر بر آن توجه کرد.
تولیدکنندگان ورق اسیدشویی در ایران
ایران یکی از بزرگترین تولیدکنندگان فولاد و مقاطع فولادی در خاورمیانه است. کارخانههای متعددی در ایران، در حال حاضر خط تولید ورق اسیدشویی فعال دارند که مهمترین آنها عبارتند از:
- مجتمع فولاد مبارکه اصفهان: مجتمع فولاد مبارکه اصفهان یکی از قدیمیترین و بزرگترین تولیدکنندگان ورق فولادی در کشور است. این کارخانه ظرفیت تولید بیش از 2.5 میلیون تن ورق فولادی در سال را دارد که بخش قابل توجهی از آن به ورق اسیدشویی اختصاص دارد.
- فولاد اکسین اهواز: فولاد اکسین اهواز یکی دیگر از بزرگترین تولیدکنندگان ورق فولادی در کشور است. این کارخانه ظرفیت تولید بیش از 1.5 میلیون تن ورق فولادی در سال را دارد که بخش مهمی از آن به ورق اسیدشویی اختصاص دارد.
- مجتمع فولاد گیلان: مجتمع فولاد گیلان یکی از اصلیترین تولیدکنندگان ورق نورد سرد و اسیدشویی در کشور است. این کارخانه ظرفیت تولید بیش از 500 هزار تن ورق نورد سرد و اسیدشویی در سال را دارد.
- شرکت فولاد امیرکبیر کاشان: شرکت فولاد امیرکبیر کاشان یکی از زیرمجموعههای مجتمع فولاد مبارکه اصفهان است. این شرکت ظرفیت تولید بیش از 200 هزار تن ورق اسیدشویی در سال را دارد.
- مجتمع فولاد آسین ابهر: مجتمع فولاد آسین ابهر یکی از جدیدترین تولیدکنندگان ورق اسیدشویی در کشور است. این کارخانه ظرفیت تولید بیش از 100 هزار تن ورق اسیدشویی در سال را دارد.
این کارخانهها علاوه بر تامین نیاز داخلی، محصولات خود را به کشورهای مختلف نیز صادر میکنند.
جمعبندی
ایران یکی از بزرگترین تولیدکنندگان ورقهای فلزی محسوب شده و به همین خاطر صادرکننده بزرگی نیز در این بخش میباشد. ورقهای فلزی دارای 7 دسته اصلی هستند که یکی از آنها ورق اسیدشویی است و ما در این مقاله به صورت مفصل به آن پرداختیم.
ورق اسیدشویی شده از ورق سیاه ساخته میشود که طی فرآیند اسیدشویی، سطح آن از چربیها، اکسیداسیونها، و سایر آلودگیها پاک میشود. این فرآیند باعث میشود که سطح ورق صاف و صیقلی شود و مقاومت آن در برابر خوردگی افزایش یابد.
ورق اسیدشویی از ورق گرم تولید شده و طی فرآیندهایی اسیدشویی میشوند. اسیدشویی از اصلیترین و متداولترین فرآیندهای صنعتی است. در واقع در هر صنعت و کارخانهای که با ایجاد پوشش روی سطح یک فلز پایه سروکار داشته باشد، در کنار بحث تنوع روشهای ایجاد پوشش روی سطح فلز، میتوان از ورق اسیدشویی استفاده کرد. شناخت انواع روشهای اسیدشویی، ویژگیها و مشخصات آن، استانداردهای تولید و کاربردهای آن به ما در انتخاب صحیح نوع این محصول کمک زیادی خواهد کرد. به همین خاطر ما در این مقاله به طور کامل به این مبحث پرداختهایم.
مقالات, ورق در گروه صبا | نویسنده : امید مرادی | بروزرسانی : 10 دی 1402










